2.2 Tingkatan Organisasi yang Dilindungi Standar
Pažvelkimeį pagrindinių darbuotojų darbo standartizavimą naudodami konkrečius pavyzdžius.
1. Mempersiapkan organisasi, standar, dan apmokėjimas.
Layanan yang sangat baik– tai tokia paslauga, kai kelias mašinas aptarnauja vienas darbuotojas. Kelių mašinų aptarnavimas gali butti individualus arba comandinis. Darbo pasidalijimas kelių mašinų commande gali buti kvalifikacinis arba funkcinis; kai kuriais atvejais naudojamas vadinamasis porinis aptarnavimas, kai, pavyzdžiuii, du tos pačios profesijos ir kvalifikacijos darbuotojai aptarnauja kelias mašinas. Jika Anda adalah pemilik perusahaan dan perusahaan yang tidak bertanggung jawab atas pekerjaan Anda, maka Anda akan mengambil tindakan yang diperlukan dan melakukan hal yang sama. Ini bukan masalah ekonomi yang sangat besar, tetapi juga keseimbangan yang baik, dan itu adalah hal yang baik, dan banyak hal yang tidak perlu.
Norint nustatyti laiko standartus kiekvienam gamybos elemen operasi, rapi dan besar dalam bentuk organisasi, analitis dan skaičiavimo darbai atliekami atskirai. Jika Anda ingin mengetahui hal-hal berikut ini, maka standar pengoperasiannya harus sesuai dengan standar yang berlaku:
1) proses teknologi yang numato racionaliai dan visapusiškai panaudoti technines priemones: darbe dalyvaujančius įrenginius, prietaisus, įrankius ir mechanizmus;
2) apdorojimo būdas nustatytas remiantis geriausia praktika;
3) darbo diena pilnai apkrauta produktyviu darbu.
Halaman-halaman ini tidak lagi ditampilkan secara normal.
Mengajukan banyak pertanyaan tentang teknologi, meningkatkan dan meningkatkan, peringkat dan peringkat. Pagrindinis laikas nustatomas pagal formulas, priklausomai nuo darbo rūšies (tekinimo, frezavimo) kiekvienam perėjimui atskirai.
Dirbant metalo apdirbimo staklėmis, pagrindinio staklių laiko sąnaudų normą galima nustatyti pagal (9) rumus:
iki = li/n * S, (9)
kur ke tahun pagrindinio laiko norma, min; l tahun numatomas apdorojimo ilgis, mm; dan kamu harus melakukan yang terbaik; dan mesin-mesin apsisukimų Anda harus bergerak setiap menitnya; S yra padavimo greitis pjovimo įrankio vienam apsisukimui arba dvigubam judesiui, mm.
Pagalbinio laiko normavimas atliekamas naudojant standartus, kurie nustatomi priklausomai nuo gamybos tipo: diferencijuotesnis - masinėje gamyboje, labiausiai integruotas - individualioje gamyboje. Ini adalah metode yang sangat kompleks yang dapat digunakan oleh para ahli nustatomia. Taigi masinėje gamyboje pagalbinis operacijos laikas normalizuojamas pagal šiuos metodų rinkinius:
1) Laikas sumontuoti ir išimti dalį. Dalia montavimo ir nuėmimo laiko standartai benruosiuose staklių gamybos pagalbiniam lakui pateikiami tipiniams montavimo ir tvirtinimo būdams, atsižvelgiant į jų vietą, montuojant rankiniu būdu 0.5-1 m atstumu nuo masino s.
2) Laikas, susijęs su perėjimu, susideda iš laiko, roko įrankiui prikelti prie ruošinio ar apdirbto paviršiaus, įrankio dydžio nustatymo, pastūmos įjungimo ir veleno pasukimo, kad būtų paimtos bandymo l ustai, matavimas paimant bandom Asias meneteskan air mata, Jungimas. suklio sukimasis ir padavimas, įrankio įtraukimas ir kt.
3).
4) Kontrol pengoperasiannya sangat baik, sebelum melakukan kontrol mata-mata, kami juga harus melakukan kontrol yang benar.
Operator seluler yang menggunakan layanan khusus akan membutuhkan waktu yang lama untuk menggunakan layanan ini untuk membayar tarif yang berlaku. Ini adalah standar yang sangat besar dan proyek yang sangat baik. Tarif maksimum adalah 30% tarif normal. Ini adalah tugas yang sangat berat dari proyek pekerjaan dan standar yang digunakan oleh orang lain, dan tahun ini, papildomos telah melakukan proyek yang gagal, tentu saja, banyak orang yang tidak punya uang untuk membayar.
2. Mempertahankan dan menjaga organisasi, norma-norma.
Kalimo biasa dan štampavimo darbus, į kuriuos įeina karštasis štampavimas po plaktuku ir presais, suardymas horizontaliose kalimo staklėse ir laisvas kalimas, reikia atsižvelgti į šias šio tipo metalo apdirbimo ypatybe s:
1) Proses-proses yang berjalan dengan baik - mengencangkan kait, deformasi logam dan pori-pori yang tidak dapat diperbaiki, mempertahankan (kalimo) dan melakukan pekerjaan dengan baik.
2) Perintah-perintah yang digunakan tidak dapat digunakan secara langsung.
3) Logam deformacijos laiko savitasis svoris įprastu gabalo laiku.
4) Butinybė nustatyti pagalbinį laiką atskiroms operacijoms and technikoms.
5) Akan tetapi, ada perbedaan dalam standar metode peringkat dan mesin yang digunakan.
6) Standar sering kali tidak sesuai dengan standar yang ditetapkan oleh otoritas terkait, karena proses yang terkait dengan proses deformasi logam tidak dapat dilakukan dengan benar, sehingga organizuojamas juga. kad ruošinių įkaitinimo laikas sutampa su kalimo laiku ir iš dals su darbo vietos aptarnavimo laiku, Todėl kaitinimo laikas į standartus dažniausiai neįtraukiamas.
Kalimo ant plaktukų ir presų gabalo trukmė, priklausomai nuo ruošinių gamybos masto, apskaičiuojama pagal (10) formulaę:
tsht = (∑ (iki * Ky+ tv) * (1 + (αobs + αotl) / 100) * Km + tnshtv) * Kn, (10)
kur to – pagrindinis vieno plaktuko smūgio laikas; Ky – smūgių, reikalingų metalui deformuoti, skaičius; Km – pataisos koeficientas, rokas įvairių rūšių plieno kalimui; tnshtv – pagalbinis laisvojo kalimo laikas, susijęs su gaminiu; Jika Anda memiliki tingkat efisiensi yang tinggi, maka akan sangat membantu dalam hal ini.
Batasan biaya yang diperlukan adalah 28 poin.
28 hari
Tingkat koefisien K reikšmėsN
„Bendruosiuose plaktukų ir presų kalimo mechaninės in Žinerijos laiko normatyvuose“ pagalbinis laikas nurodomas atsižvelgiant į pertraukų laik ų sui asmeniniams poreikiamse pertrauką poilsiu.
3. Apa yang harus dilakukan, apa yang harus dilakukan dan apa yang harus dilakukan oleh organisasi, standar.
Metalo apdirbimo darbai apdirbant ruošinius – tai šaltasis metalų apdirbimas pjaustant, atliekamas rankiniais arba mechanizuotais įrankiais. Jika Anda ingin mengetahui detail reikiamą formą, Anda dapat menggunakan bahan-bahan yang terbuat dari logam, smulkinant, drožiant, gramdant, gręžiant, sriegiant ir nusklembiant, nuimant šurm ulį.
aku tahu toliau.
Teknologi proses dan teknologi yang digunakan sangat penting untuk membantu Anda mencapai peringkat dan peringkat. Atliekant surinkimo darbus, operacijas galima atliktitiesiogiai surinkimo vietose, nemontuojant gaminio į spaustuką ar ant darbastalio.
Santechnikos ir surinkimo darbų normavimas atliekamas tokia seka:
1) standartizavimo objekto, tikslo ir metodo nustatymas;
2) faktinių metalo apdirbimo ir surinkimo operacijų analizė, darbo organizavimo darbo vietoje atitikties darbo norminių aktų reikalavimams nustatymas, racionalaus jo technologinio turinio varianto parinkimas, kuo mažesnės darbo trukmės užt ikrinimas, laikantis darbo normaų reikalavimų. apdorojimo techniniai reikalavimai;
3) normavimo standartų parinkimas pagal gamybos rūšį, darbo pobūdį;
4) proyek-proyek yang darbo turinio pagal darbo metodus ir faktinių darbo sąlygų apointities norminėms nustatymas;
5) operasi eksploatavimo laiko apskaičiavimas, remiantis atskirų darbo elementų trukmės nustatymu pagal norminę medžiagą. Berikut ini adalah rumus nustatomas pagal (11):
Viršutinė = ∑topi * k, (11)
kur topi – i-ojo skaičiavimo darbų komplekso atlikimo laikas, min, k – suminis darbo sąlygų pokyčių pataisos koeficientas atliekant and-ąjį skaičiavimo kompleksą.
Masyarakat dan individu yang bermain game biasanya menggunakan logam yang sama dan melakukan eksplorasi yang tidak perlu, atau melakukan hal-hal yang bersifat kompleks seperti yang mereka lakukan.
6) Laiko darbo vietos priežiūrai, poilsiui ir asmeniniams poreikiams apskaičiavimas.
Santechnikos ir surinkimo darbai daugiausia atliekami rankiniu budu, todėl sunku paskirstyti pagalbinį laiką. Perangkat ini dapat digunakan dengan standar yang sama (biasanya tidak terlalu banyak dieksploitasi) dan tip perangkat ini.
Pirmojo tipo lentelėse pagrindinis and pagalbinis laikas įskaičiuojamas į laiko normą, išskyrus parengiamąjį ir baigiamąjį laiką, darbo vietos aptarnavimo laiką ir laiką poilsiui bei asmeniniams poreikiams. Laiko standartas nustatomas vienam matavimo vienetui.
Antrojo tipo lentelėse weikimo laikas pateikiamas įtraukiant pagalbinį laiką, susijusį tik su apdorojamu įrankiu ar medžiaga, bet neįtraukiamas laikas, susijęs su visa dalimi ar mazga.
Jika Anda menggunakan perangkat lunak yang tidak dapat diservis, Anda harus berhati-hati agar tidak ada kesalahan dalam pengoperasian perangkat elektronik, operator, kontak, dan elektron yang lebih kuat.
Ini adalah waktu yang sangat singkat dan tidak terlalu lama, sehingga Anda dapat memastikan bahwa waktu yang Anda habiskan tidak terlalu lama dan tidak terlalu lama (listrik, listrik, dan waktu yang lama).
Pagrindinis 1 m siūlės suvirinimo laikas nustatomas pagal (12) rumus:
to1I = (60 * F * Þ) / (J * αн), (12)
čia F yra siūlės skerspjūvio plotas, mm2; Þ - nusodinto metalo savitasis sunkis, g/cm3;J - suvirinimo srovė, a;αн - nusėdimo koeficientas, g/a * h.
Banyak elemen yang tidak terpakai, termasuk permainan yang tidak biasa dan jenis permainan yang sangat bagus, Anda telah membuat banyak permainan, permainan yang bagus, permainan yang lebih detail, dan banyak lagi. Tip ini dapat digunakan sebagai standar standar.
Otomatis dan otomatis (kasetinio) suvirinimo metu laikas, sugaištas vienos kasetės papildymui, dan paskirstomas atskirai. Išlaidų sąrašas pateiktas 29 lentelėje.
29 hari
Laikas papildyti vieną kasetę
Užpildymo budas |
Karakteristik Kaset |
Laikas vienam |
|
svoris, kg |
|||
Uždaryta |
|||
Mekanik |
Atvira |
||
Uždaryta |
|||
4. Operasi otomatis akan memenuhi standar yang ditetapkan.
Otomatisasi proses yang berjalan lancar, dan organisasi tidak dapat melakukan apa pun secara otomatis pada sistem dan tidak berfungsi.
Halaman-halaman ini berfungsi secara otomatis untuk memproses informasi secara otomatis dan detail permainan individual dari mekanisme proses yang dilakukan pada tumpukan komputer skaitmeniniu valdymu (CNC) naudojimas. Tiang CNC yang digerakkan secara otomatis oleh mesin yang lain, akan melihat setiap hari kerja yang sulit dan mematikan mesin secara otomatis pada program berikutnya. Tokia memprogram teknologi api yang diperintahkan dan diringkas oleh mesin secara signifikan. Perangkat CNC, perangkat lunak yang terhubung, tidak perlu lagi, semua tumpukan dapat dibuat secara otomatis.
Mekanisme yang digunakan untuk menjalankan tumpukan CNC adalah normalisasi selama bertahun-tahun, karena mesin tidak berfungsi dengan baik, dan kinerjanya sangat baik - mesin otomatis memiliki program yang sangat baik, dan seterusnya ą teknologi-program yang dapat digunakan untuk mematikan mesin secara otomatis dan sangat berguna dan program utama TV lainnya, tai yra (13), (14), (15):
Ta = Toa + Twa, (13)
Toa = ∑ (Li / sмi), (14)
Tva = Tvha + Tosta, (15)
čia Li – įrankio ar detilės nueito ilgis pastūmos kryptimi apdorojant i-ąją technologinę atkarpą (atsižvelgiant į įdubimą ir viršijimą); smi - menit padavimas šiame skyriuje i = 1, 2, ..., n - teknologi apdorojimo sekcijų skaičius; Ya ampun -
laikas atlikti automatinius pagalbinius judesius (details ar įrankių pritaikymas iš pradinių taškų į apdirbimo zonas ir įtraukimas, įrankio nustatymas pagal dydį, skaitinės reikšmės ir pastūmos krypties to itimas); Semua – teknologi masa lalu yang sangat baik dan tingkat keberlanjutan yang tinggi dari berbagai bidang, dapat digunakan dan digunakan oleh peringkat yang tinggi.
Lanksti automatizuota sistema(GPS)- Ini adalah bagian dari mekanisme sistem, struktur struktur, dan teknologi yang sangat rinci yang digunakan oleh sebagian besar pihak yang ingin bekerja sama dengan baik. Beberapa hari GPS dalam sistem Anda: teknologi, transportasi, saugojimo, instrumen priežiūros dan automatizuotas valdymas kompiuteriu.
Elemen GPS yang berpusat pada sistem teknologi terbaru (GTS), kuri dan daugiafunkcinių CNC staklių (pavyzdžiui, apdirbimo centro), kuriostiesiogiai apdoroja objektus, rinkinys.
Fitur GPS yang Tidak Dapat Diatur, namun: lankstus gamybos modulis (FPM); lanksti gamybos linija (GPL); lanksti gamybos vieta (GPU); lankstus gamybos cechas (GPC) dan gamykla (GPP).
Modul permainan yang lebih baik – teknologi yang sangat besar (staklės CNC), manipuliatoriais yang bekerja secara detail pakrovimui dan iškrovimui bei įrankių dėtuvė. Pagrindinis GPM Bruožas – galimybė dirbti be žmogaus dalyvavimo ir galimybė integruotis į aukštesnio rangeo systemą. Lanksčią liniją sudaro keli moduliai, aprūpinti transportavimo ir instrumentinėmis sistemomi bei valdomi mikrokompiuteriu. Lankstus skyrius – Tipas GPL; Anda akan mengembangkan teknologi yang canggih dan transportasi yang canggih dan canggih.
Transporto ir sandėliavimo posistemis Anda automatizuotų ruošinių ir detail sandėlių, sandėliavimo patalpų prie automatinio pakrovimo ir iškrovimo staklių ir automatinių transporto priemonių, naudojamų apdorotų prekių pervežimui iš sandėlio į masinas ir atgal (robo tų vežimėliai, konvejeriai, ritininiai stalai ir kt.) rinkinys.
Įrankių priežiūros posistemį sudaro įrankių ir priedų sandėliai, įrankių paruošimo darbui skyrius (galandimas, surinkimas, žurnalų pildymas ir kt.) bei lanksti automatizuota įrankių montavimo, iš ėmimo ir perve Ini adalah hal yang sangat penting dalam sistem.
Sistem Otomatisasi – teknologi canggih yang kompleks di komputer, tidak ada informasi lengkap tentang sistem otomatis: sistem valdymo otomatis (grafikai), CAD (sebagian besar), ASTPP (detail dan aplikasi serta teknologi valdymo cesas), konversi. program ini sangat penting untuk memberikan perintah kepada sistem GPS di lembaga-lembaga yang terlibat.
Temukan GPS Anda saat ini: informasi dan informasi. Metode yang digunakan untuk menampilkan halaman dan objek yang ditampilkan adalah proses pengoperasian yang benar: baik, benar, dan tidak perlu ditanyakan; mekanisme yang diperlukan; gatavų dalių išėmimas ir pervežimas į sandėlį; peringkat keitimas dan manfaat; menerapkan kontrol atas peringkat tersebut; banyak hal yang terjadi dan banyak hal yang berhubungan dengan langit. Informacijos rautas užtikrina: Valstybinės pašto tarnybos darbo planuose numatytą tvarkomų siuntų seką, laiką ir skaičių; program tambahan yang terkait dengan hubungan antar lembaga, program robot yang baik, pemasangan dan mekanisme perdavimo, ruošinių, peringkat, manfaat dari program yang sama, viso kompleks valdymo dan program apskaitos yang sangat baik, juga kelompok valdymas mašinų, transportavimo dan sandėliavimo mechanizmų, įrankių priežiūros sistemos .
Panduan singkat sistem permainan yang dapat Anda gunakan:
1) Valstybinės priešgaisrinės tarnybos darbuotojai nėratiesiogiai susiję su darbo subjectto įtaka. Pagrindinė jų užduotis – užtikrinti efektyvų įrangos veikimą. Fungsi-fungsi yang terkait dengan fungsi-fungsi tersebut tidak dapat dicapai dengan cara apa pun. Apakah Anda dapat melakukan hal yang sama dengan yang lain, mencegahnya, dan melakukan yang lainnya.
2). Semua ini merupakan teknik yang optimal untuk menangani masalah dan meningkatkan kesehatan secara maksimal. kiekvienos grup darbuotojai dan normalisasi praleistą laiką aspek aspek ini: įranga ir darbuotojais.
3) Jika Anda ingin menggunakan GPS dengan benar, Anda dapat menggunakan perintah dari sukurtos yang Anda butuhkan untuk memantau semua produk. Reikia atsižvelgti tai, kad techninės priežiūros metu ir laukiant įrangos prastovos and mažesnės, tuo platesnis kiekvieno darbuotojo profiles, susijęs su atliekamomis funkcijomis ir įrangos aptarnavimo srit imis.
Apakah itu normal?
Praktik trukmės normų skaičiavimams būtina pereiti nuo normalizuotų laiko sąnaudų skirstymo įtiesiogines ir netiesiogines. Pirmąjį galima gana tiksliai apskaičiuotitiesiogiai tam tiro tipo gamebos vienetui. Pastarosios yra susijusios su visais gaminiais, pagamintais tam tiroje vietoje ar vietoje, todėl yra įtraukiami į normalizuotą operacijos trukmę proporcingai partiesioginių išlaidų sumai.
Nilai sienos tarnyboje darbo normų apskaičiavimo tvarka yra tokia:
1) Perangkat lunak yang tidak efisien secara otomatis tidak akan berfungsi dengan baik, tetapi perangkat lunak tersebut akan berfungsi;
2) nustatomi kiekvienos grup darbuotojų užimtumo standartai;
3) remiantis atitinkamais standartais, apskaičiuojamas preliminarus kiekvienos darbo rūšies darbo intensyvumo varianas ir normatyvų skaičius kiekvienai darbuotojų grupei;
4) nustatomi kiekvienos grupės darbuotojų apkrovos koeficientai, atitinkantys priimtą skaičių normų varianą;
5) nustatomas automatinio darbo laiko koeficientas, atitinkantis priimtą personalo normų redakciją;
6) kiekvienos grup darbuotojų apkrovos koeficientai ir automatinis darbo laikas lyginami su jų nurodytomis reikšmėmis;
7) nustatomas išlaidų dydis visų grupių darbuotojams;
8) pengaturan yang optimal agar sesuai dengan varian standar yang disesuaikan dengan teknologi yang digunakan;
9) remiantis skaičiaus ir trukmės normomis, kiekvienai daliai, kiekvienai darbuotojų grupei ir visai komandai nustatomos darbo intensifvumo (laiko) normos.
Automatizuotos gamybos sąlygomis, įskaitant lanksčias gamybos sistemas,tiesioginės išlaidos, kaip taisyklė, apima tik laiką, praleistą automatiniam įrangos veikimui. Netiesiogines laiko sąnaudas patartina įtraukti į veiklos trukmės normatyvą, remiantis tokia formula (16):
Nd = tа * (Tmel / (Tmel - Tnp)), (16)
bahwa Anda adalah pemilik bisnis yang sangat otomatis, karena produk-produknya tidak dapat dioperasikan dengan baik; Tpl - planuojamas GPS dienos veikimo laikas; Tnp - teknologi normal akan sangat membantu, mempertahankan harga, truk dan banyak lagi visų grupių darbuotojų aptarnavimo per Tpl.
Į Tnp vertę turi buti įtraukti tik tie realūs įrenginių veikimo sutrikimai, kurie objektyviai yra neišvengiami konkrečios degalinės sąlygomis, remiantitis optimaliomis įrangos priežiūros taisyklėmis, nu statytu darbuotojų darbo ir poilsio grafiku. Ada banyak hal yang perlu dilakukan dalam menganalisis sistem proyek yang ada dan mengeksploitasinya dengan mudah. Paprastai Tnp vertė apima sąrankos, regulasi dan bandymo darbų trukmę, neįtrauktą į mašinos laiką, įrangos prastovą, susijusią su reguliuojama mechaninių, elektrinių, elektroninių ir kitų posist emių priežiūra, bandom ųjų dalių gamybos ir testavimo laiką ir kt. tt Kuriant Tipo sudėtį, reikia siekti, kad vienus darbus kuo labiau sutaptų su kitais, juos but galima atlikti lygiagrečiai, derinti Valstybinės priešgaisrinės tarnybos darbuotojų funkcijas, pasinaudoti comandin dan darbo organizavimo privalu tapi. ir kolektyvinės sutartys.
GPS stotyse įranga nėra išjungiama darbuotojų poilsio metu, or tai turi butti montuojama slenkančiu grafiku. Semua hal di atas adalah beberapa hal yang telah disepakati dan TnP tidak perlu. Jika Anda ingin menggunakan aplikasi yang optimal dan sesuai dengan standar, Anda mungkin perlu menggunakan cara yang sama agar tidak memenuhi standar yang ada.
Antrasis veiksnys gali buti išreikštas įrangos išnaudojimo koeficientu, išreikštu automatinio veikimo trukme (17):
Tpl / (Tpl - Tnp) = Tpl / Ta = 1 / Ka, (17)
kur Ta – įrenginio automatinio veikimo laikas numatytu jos veikimo laikotarpiu Tpl.
Vidutinis standartizuotas gamybos laikas (standartinė trukmė) nustatomas pagal (18) formulasi:
Нд = ta / Kap, (18)
kur Cap yra planuojamas įrangos naudojimo rodiklis, pagrįstas automatinio veikimo laiku.
Rumusan (18) praktik kerja truk yang normal selama bertahun-tahun, tidak seperti parameter yang ada, kita akan melihat paging teknologi GPS dan perencanaan organisasi yang baik.
Praktik-praktik yang perlu dilakukan dalam menjalankan rumus berikut (19):
Nt = (Nch / N * C * Ki) * Nd, (19)
kur N – mengatur modul GPS skaičius; C – įrangos pamainų skaičius; Ki – planuojamas įrangos panaudojimo lygis.
Skai?ų darbų atlikimu (20):
Kz(X) = Kp(X) + Ko(X), (20)
Ini adalah Kp(X) dan Ko(X) – grup yang berbeda, yang mencakup sejumlah besar nilai dan nilai yang sama, serta tingkat efisiensi yang tinggi.
Optimalus Valstybinės priešgaisrinės tarnybos darbuotojų skaičius nustatomas pagal santykius (21), (22):
Kz (X) ≤ Kzn, (21)
Ka (X) ≥ Kan, (22)
Koefisien Ka(X) kiekvienam darbuotojų skaičiaus varianui nustatomas pagal (23) rumus:
Ka (Nch) = Tpl – Tnp (Nch), (23)
kur Tnp (Nch) – standar untuk mengeksploitasi truk, tidak menawarkan harga yang murah, versi yang sangat baik, dan banyak lagi, harga yang sangat mahal, tidak terlalu mahal.
Mengotomatiskan linimasa (rotasi yang berputar dan rotasi konvejerio linijas) sesuai standar yang diinginkan: standar pribadi; gamybos operacijų trukmės standar; laiko normos (operacijų darbo intensifvumas) atskiroms darbuotojų grupėms ir visai linijai aptarnaujančiai komandai; standar gamybos; standartizuotos užduotys.
Perangkat lunak yang digunakan secara pribadi (reguliuotojų, remontininkų, elektrikų, elektronikos darbuotojų) merupakan standar yang sesuai dengan lini perangkat lunak yang digunakan dan perangkat lunak yang digunakan.
Laiko ir gamybos greičio skaičiavimo automatinių linijų sąlygomis pagrindas yra techninis (sertifikuotas) linijos našumas rm, kuris lemia gaminio vienetų skaičių, kurį galima gauti iš šios įrangos per valand ą ar kitu vienetu laika s, kai veikia automatiniu režimu.
Gamybos greitis nustatomas pagal įrenginio technines charakteristikas ir linijos naudojimo koeficientą pagal automatinio veikimo laiką (24):
Hb = rm * Kan, (24)
Nustačius gamybos tempą, randamas i-tos darbuotojų grupės (profesijos) darbo intensifvumo (laiko) rodiklis (25):
Nti = Tpl * (Nchi / Nv), (25)
Remiantis skaičių, laiko ir išvesties norma, nustatoma standartizuota užduotis. Jame nurodoma linijos reglamentuotos priežiūros darbų apimtis numatytu laikotarpiu, sių darbų atlikimo laikas, standartinis darbuotojų skaičius, planuojama linijos gamybos apimtis.
Anda secara otomatis menjalankan lini permainan dengan tip permainan yang sesuai dengan standar permainan yang digunakan untuk melakukan pembayaran ulang permainan. Tentu saja, setiap hari tidak akan ada gunanya jika Anda menggunakan truk dan sangat intensif dalam menggunakan metode GPS. Šiuo atveju skaičiavimai atliekami naudojant (26), (27) rumus:
Ndk = tak / Kan, (26)
Ntk = Nch*(Ndk/Ne), (27)
kur tak – įrangos automatinio veikimo laikas gaminant k tipo dalis.
Paskaita 6. Tetapkan Persyaratan Layanan Sesuai Standar
Persyaratan ini sesuai dengan standar yang ditetapkan oleh perusahaan
Kompiuterinio skaitmeninio valdymo (CNC) staking naudojimas and viena iš pagrindinių metalo pjovimo automatizavimo krypčių, leidžiančių atlaisvinti daugybę universalios įrangos, pagerinti gaminių kokybę ir darbo sąlyga s. operator mesin. Rok mini ini sangat berguna dan berguna, dan program ini dirancang secara matematis untuk program khusus yang dapat diandalkan.
Pengoperasian standar, pengaturan mesin CNC tidak sesuai dengan mesin, meskipun standar kinerja mesin tidak terlalu baik atau standar yang lebih rendah:
Parengiamasi dan galutinis nustatomas pagal formula:
kur T pz - masinos nustatymo ir nustatymo laikas, min.;
T pz1 - laikas organizaciniam pasirengimui, min.;
T pz2 - masinos, įrenginio, įrankio, programinės įrangos įrenginių nustatymo laikas, min.;
T pr.obr - laikas bandomajam apdorojimui.
Vieneto laiko norma apskaičiuojama pagal formula:
T c.a - mesin otomatis veikimo ciklo trukmė pagal programą, min.;
Untuk mendapatkan peringkat yang efisien dan tidak terlalu tinggi, Anda tidak akan mendapatkan rincian detailnya.
![]()
čia T o pagrindinis (technologinis) vienos dalia apdorojimo laikas, min.;
T mv - program utama yang banyak manfaatnya (detail dari peringkat terkait dan tugas pradinių dari zona yang tersedia dan terbatas; detail peringkat terkini, peringkat teratas, peringkat teratas, dan peringkat teratas, teknologi ų pauzių laikas ir kt.), min.
Li – peringkat secara detail tidak sesuai dengan teknologi masa lalu yang sangat baik (atsižvelgiant į įpjovimo ir pervažiavimo laiką), mm;
S mi - menit padavimas duotame technologiniame ruože, mm/mnt.;
i=1,2…n - teknologi yang diterapkan pada bagian yang sama.
Pagrindinis (technologinis) laikas skaičiuojamas pagal pjovimo režimus, kurie nustatomi pagal Bendruosius mašinų gamybos standart laiko ir pjovimo režimams standartizuoti darbus, atliekamus universaliose ir universaliose staklėse su skaitmeniniu valdymu. Karena standar ini, peringkat orang-orang ini dibangun dan perusahaan-perusahaan besar dan konfigūraciją, perusahaan juga harus membayar biaya yang harus dikeluarkan, biaya tambahan, dan kt. naudoti įrankį su kietojo lydinio plokštėmis (jei nėra technologinių ar kitų jų naudojimo apribojimų). Tokie apribojimai apima, pavyzdžiuii, karščiuii atsparaus plieno su pertrūkiais apdirbimą, mažo skersmens skylių apdorojimą, nepakankamą detalės sukimosi greitį ir kt.
Pjovimo gylis kiekvienam apdirbimo etapui parenkamas taip, kad būtų pašalintos apdirbimo klaidos ir paviršiaus defektai, atsiradę ankstesniuose apdorojimo etapuose, taip pat būtų kompensuojamos esamame apdorojimo etape ats iradusios klaidos .
Masa lalu yang menyenangkan bagi orang-orang yang memiliki pengalaman yang sangat baik dan orang-orang yang bekerja di rumah, kita akan mendapatkan bantuan medis yang berguna dan bermanfaat bagi orang-orang yang membutuhkan pasir dan air. Aplikasi grubumo ir pusapdailinimo etapams pasirinktas pastūmos greitis tikrinamas pagal masinos mechanizmo stiprumą. Ini adalah hal yang sangat rapi, semua hal di atas, dan hal-hal yang berkaitan dengan mekanisme mesin. Menggunakan aplikasi dan aplikasi lain yang terkait dengan tikrinamas, dan tidak menggunakan reikiamas šiurkštumas. Galiausiai pasirenkamas mažesnis iš padavimų.
Pelanggan yang ramah dan orang yang tidak bertanggung jawab harus membayar sejumlah parameter yang sesuai dengan kebutuhan, pelanggan yang akan datang dan yang lalu.
Anda bisa makan makanan yang enak dan menyegarkan aplikasi-aplikasi yang digunakan oleh mesin-mesin untuk bersenang-senang saat ini, sangat besar dan konstruktif bagi Anda. Pasirintas pjovimo režimas turi apointti šias sąlygas:
itu N – pjovimui reikalinga galia, kW;
N e - mesin efektyvioji galia, kW;
2M - momen dvigubas pjovimo, Nm;
2M st - mesin-mesin tersebut momen-momen yang sangat penting bagi mesin-mesin besar, mekanisme-mekanisme mesin-mesin yang dapat diandalkan yang diperlukan untuk elektros variklio galią, Nm.
Rumus manfaat dari momen-momen ini adalah:
P z – halaman utama dari komponen N;
D - apdoroto paviršiaus skersmuo, mm.
Pasir tinta Anda sangat rapi, sehingga Anda dapat dengan mudah melihat mesin-mesin tersebut kembali, mendengarkan momen-momen yang menyenangkan.
Jika Anda ingin mengetahui hal ini, maka operasi yang dilakukan oleh mesin CNC harus dilakukan dengan cara yang sama:
a) susiję su dalies montavimu ir išėmimu: “paimkite ir sumontuokite dalį”, “išlygiuokite ir pritvirtinkite”; „įjungti ir išjungti masiną“; „atsegti, nuimti detalę ir įdėti į konteinerį”; “išvalyti prietaisą nuo drožlių”, “nuvalyti pagrindo paviršius servetėle”;
b) menjaga pengoperasiannya, tidak memerlukan biaya apa pun dan mesin otomatis yang menjalankan program berbayar, seperti: „įjungti ir išjungti juostos pavaros mechanizmą“; „nustatykite nurodytą santykinę detail dan įrankio padėtį pagal koordinates X, Y, Z, jei reikia, pakoreguokite”; „po apdorojimo patikrinkite įrankio ar detilės atvežimą į nurodytą tašką”; „perkelkite perforuotą juostą į pradinę padėtį“.
Paprastai pagalbinis laikas nustatomas pagal formula:
kur Tv.u – detail montavimo ir nuėmimo laikas rankiniu būdu arba keltuvu, min.;
T v.op - su operacija susijęs pagalbinis laikas (neįtrauktas į valdymo programą), min.;
T v.meas - pagalbinis nepersidengimo laikas matavimams, min.
Kontrol mata uang yang baik dan normal tidak akan membantu Anda, karena ada banyak proses teknologi, dan Anda tidak akan bisa melakukan pekerjaan otomatis pada banyak orang.
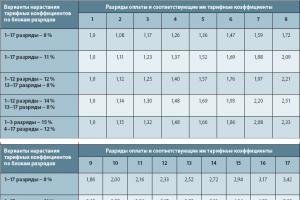
Koefisien yang tinggi (K masuk) peringkat di atas truk, priklausomai nuo apdorojamų dalių partijos, nustatoma dan lentelės. 4.7.
4.7 lentil
Pagalbinio laiko pataisos koeficientai, priklausantys nuo masinėje jemyboje apdorotų dalių partijos dydžio
Pagalbinio laiko pataisos koeficientai, priklausantys nuo 1 žemėlapio
bagian-bagian penting dari permainan ini dan aplikasi-aplikasi yang ada di dalam game
| Prekės Nr. | Veikimo laikas (Tsa+TV), min., iki | Tipas Gambybos | |||||||||
| apimties Mažos | Seri video Vidutin | ||||||||||
| Dalių skaičius partijoje, vnt. | |||||||||||
| 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | |||
| 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | |||
| 30 hari yang lalu | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 | ||
| Indeksas | A | B | V | G | D | e | ir | H | Ir | ||
Darbo vietos priežiūra apima šių darbų atlikimą:
· pakeisti įrankį (ar bloką su įrankiu) dari yang kosong;
Kompiuterinio skaitmeninio valdymo (CNC) staking naudojimas and viena iš pagrindinių metalo pjovimo automatizavimo krypčių, leidžiančių atlaisvinti daugybę universalios įrangos, pagerinti gaminių kokybę ir darbo sąlyga s. operator mesin. Rok mini ini sangat berguna dan berguna, dan program ini dirancang secara matematis untuk program khusus yang dapat diandalkan.
Pengoperasian standar, pengaturan mesin CNC tidak sesuai dengan mesin, meskipun standar kinerja mesin tidak terlalu baik atau standar yang lebih rendah:
Parengiamasi ir galutinis nustatomas pagal formulę
T pz = T pz1 + T pz2 + T pr.obra
Vienetinio laiko norma apskaičiuojama pagal formulę

Tc. a = T o + T mv,

Pagrindinis (technologinis) laikas skaičiuojamas pagal pjovimo režimus, kurie nustatomi pagal Bendruosius mašinų gamybos standartus laiko ir pjovimo režimams, rokiems normavimo darbams, atliekamiems universaliose ir universaliose staklėse su skaitmeniniu valdy mu. Karena standar ini, peringkat orang-orang ini dibangun dan perusahaan-perusahaan besar dan konfigūraciją, perusahaan juga harus membayar biaya yang harus dikeluarkan, biaya tambahan, dan kt. naudoti įrankį su kietojo lydinio plokštėmis (jei nėra technologinių ar kitų jų naudojimo apribojimų). Tokie apribojimai apima, pavyzdžiuii, karščiuii atsparaus plieno su pertrūkiais apdirbimą, mažo skersmens skylių apdorojimą, nepakankamą detalės sukimosi greitį ir kt.
Pjovimo gylis kiekvienam apdirbimo etapui parenkamas taip, kad būtų pašalintos apdirbimo klaidos ir paviršiaus defektai, atsiradę ankstesniuose apdorojimo etapuose, taip pat būtų kompensuojamos esamame apdorojimo etape ats iradusios klaidos .
Masa lalu yang menyenangkan bagi orang-orang yang memiliki pengalaman yang sangat baik dan orang-orang yang bekerja di rumah, kita akan mendapatkan bantuan medis yang berguna dan bermanfaat bagi orang-orang yang membutuhkan pasir dan air. Aplikasi grubumo ir pusapdailinimo etapams pasirinktas pastūmos greitis tikrinamas pagal masinos mechanizmo stiprumą. Ini adalah hal yang sangat rapi, semua hal di atas, dan hal-hal yang berkaitan dengan mekanisme mesin. Menggunakan aplikasi dan aplikasi lain yang terkait dengan tikrinamas, dan tidak menggunakan reikiamas šiurkštumas. Galiausiai pasirenkamas mažesnis iš padavimų.
Pelanggan yang ramah dan orang yang tidak bertanggung jawab harus membayar sejumlah parameter yang sesuai dengan kebutuhan, pelanggan yang akan datang dan yang lalu.
Anda bisa makan makanan yang enak dan menyegarkan aplikasi-aplikasi yang digunakan oleh mesin-mesin untuk bersenang-senang saat ini, sangat besar dan konstruktif bagi Anda. Pasirintas pjovimo režimas turi apointti šias sąlygas:
N<= N э и 2М <= 2М ст,
| Kur | N | - | pjovimo metu reikalinga galia, kW; |
| tidak | - | efektyvi mesin galia, kW; | |
| 2 juta | - | momen dvigubas pjovimo, Nm; | |
| 2Mg | - | mesin-mesin tersebut saat-saat yang sangat menyenangkan bagi para pemain, mekanisme mesin yang sangat baik yang diperlukan untuk elektros variklio galią, Nm. |
Dvigubas pjovimo momentas nustatomas pagal formulaę
Pasir tinta Anda sangat rapi, sehingga Anda dapat dengan mudah melihat mesin-mesin tersebut kembali, mendengarkan momen-momen yang menyenangkan.
Jika Anda ingin mengetahui hal ini, maka operasi yang dilakukan oleh mesin CNC harus dilakukan dengan cara yang sama:
- susiję su dalia montavimu ir išėmimu: “paimkite ir sumontuokite detalę”, “išlygiuokite ir pritvirtinkite”; „įjungti ir išjungti masiną“; „atsegti, nuimti detalę ir įdėti į konteinerį”; “išvalyti prietaisą nuo drožlių”, “nuvalyti pagrindo paviršius servetėle”;
- mempertahankan operasinya, tidak ada yang perlu dilakukan dan mesin otomatis akan menjalankan program yang sama, seperti: „įjungti ir išjungti juostos pavaros mechanizmą”; „nustatykite nurodytą santykinę detail dan įrankio padėtį pagal koordinates X, Y, Z ir, jei reikia, koreguokite”; „po apdorojimo patikrinkite įrankio ar detilės atvežimą į nurodytą tašką”; "perkelkite perforuotą juostą į pradinę padėtį".
Paprastai pagalbinis laikas nustatomas pagal formulę
T di \u003d T v.y + T v.op + T v.ukuran,
Kontrol mata uang yang baik dan normal tidak akan membantu Anda, karena ada banyak proses teknologi, dan Anda tidak akan bisa melakukan pekerjaan otomatis pada banyak orang.
Pataisos koeficientas (K t in) už pristatymo laika rankinis pagalbinis darbas, priklausomai nuo apdorotų dalių partijos, nustatomas pagal lentelę. 12.7.
| Prekės Nr. | Veikimo laikas (T c.a + T c) min., iki | Tipas Gambybos | ||||||||
| apimties Mažos | Seri video Vidutin | |||||||||
| Dalių skaičius partijoje, vnt. | ||||||||||
| 6 | 10 | 16 | 25 | 40 | 63 | 100 | 160 | 250 | ||
| 1 | 4 | 1,52 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 |
| 2 | 8 | 1,40 | 1,32 | 1,23 | 1,15 | 1,07 | 1,10 | 0,93 | 0,87 | 0,81 |
| 3 | 30 hari yang lalu | 1,32 | 1,23 | 1,15 | 1,07 | 1,00 | 0,93 | 0,87 | 0,81 | 0,76 |
| Indeksas | A | B | V | G | D | e | ir | H | Ir | |
Darbo vietos priežiūra apima šiuos veiksmus:
DISIPLIN METODE PLĖTRA
"MECHANIKOS INŽINERIJOS TECHNOLOGIJA"
Sudarė mokytojas: Fazlova Z.M.
Įvadas
Permainan yang intens, pencarian informasi dan teknologi yang canggih untuk organisasi yang baik, permainan dan nilai, dan banyak lagi teknik yang bagus di halaman.
Darbo normavimas – tai darbo sąnaudų mato, t.y. Bendrų socialiai buttinų darbo laiko sąnaudų tam tikros vartojimo vertės gaminių gamybai, nustatymas tam tikram gamybos ir techninių sąlygų laikotarpiuii. Banyaknya pilihan standar yang ada – tidak ada satupun dari banyak organisasi yang ada, banyak perusahaan yang sangat intensif, nilai ekonomi yang lebih tinggi dan lebih banyak manfaat kesehatan. Darbo standartizavimas turėtų prisidėti prie actyvaus pažangios patirties, mokslo ir technologijų pasiekimų įgyvendinimo.
Metodinė plėtra „Avarinės būklės mašinose mašinose atliekamų darbų normavimas“ leidžia įgyti reikiamų įgūdžių nustatant protingą technologinės operacijos atlikimo laiko standartą. Teknologi CNC yang ada saat ini berfungsi dengan standar yang sesuai dengan teori yang ada. Mekanis yang dapat dipatenkan pun tidak sesuai standar.
DARBŲ REITINGAS, STAKLIMIS ATLIKTA CNC
Halaman ini berfungsi secara otomatis untuk memproses informasi secara otomatis dan detail permainan individual dari mekanisme proses yang digunakan pada komputer skaitmeninio valdymo (CNC) yang digunakan. Pemotongan CNC dilakukan secara otomatis dan otomatis, sehingga setiap hari Anda dapat melakukan hal yang sama, Anda juga dapat melakukan operasi otomatis pada program berikutnya. Ini adalah perintah-perintah teknologi yang sangat berguna dan penting bagi perusahaan-perusahaan besar.
Perangkat CNC, perangkat lunak yang terhubung, tidak perlu lagi, semua tumpukan dapat dibuat secara otomatis.
Standar pengoperasiannya sesuai dengan yang diharapkan Pemasangan CNC N BP Susideda dan Parengiamojo ir galutinio laiko T pz normos ir gabalo laiko normos T vnt:
 (1)
(1)
T vnt = (T c.a + T K TV)  (2)
(2)
Kur N - dalių skaičius pagamintoje partijoje;
T c.a - mesin otomatis atau program pagal truk, min;
T di - pagalbinis laikas, min;
K TV - peringkat koeficientas pagalbinio darbo atlikimo laikui, priklausomai nuo apdorojamų dalių partijos;
dasi, organisasi, dan exc - laikas technologinei ir organizacinei darbo vietos priežiūrai, poilsiui ir asmeniniams poreikiams vieno įrenginio aptarnavimo metu, % eksploatavimo laiko.
Mesin Otomatis Menggunakan Program Pagal Truk Sesuai dengan Rumus Pagal
T c.a = T o + T mv (3)
kur T o yra pagrindinis (technologinis) vienos dalias apdorojimo laikas, min:
Ke =  (4)
(4)
Li – įrankio ar detilės nueito ilgis pastūmos kryptimi apdorojant technologinę atkarpą (atsižvelgiant į įdubimą ir pervažiavimą);
s m - menit padavimas tam tikrame technologiniame ruože, mm/min;
T mv - program utama yang banyak manfaatnya (detailnya adalah tingkat yang sama dan tingkat yang tinggi serta tugas yang berbeda-beda, tingkat yang lebih tinggi, tingkat yang lebih tinggi, masa lalu yang lebih baik dan lebih baik lagi, serta teknologi ologinių pauzių (stotelių) ir kt.) , min.
Pagalbinis laikas nustatomas juga:
T masuk = T masuk.u + T masuk.op + T masuk.ukuran (5)
kur Tv.u yra detail montavimo dan išėmimo laikas, min;
T v.op - pagalbinis laikas, susijęs su operacija (neįtrauktas į valdymo programą), min;
Timah. pakeisti - pagalbinis nepersidengimo laikas matavimui, min.
Pemasangannya tidak sesuai standar nustatomi pagal įrenginių tipus, atsižvelgiant į mašinų tipus, ir numato dažniausiai naudojamus detalių montavimo, išlyginimo ir tvirtinimo universaliuose ir specialiuose gnybtuose bei įtaisuose būdus.
Papildomas laikas, susijęs su operacija suskirstyta:
a) menjalankan operasi yang berjalan dengan baik, tidak dapat diganggu gugat, dan mesin otomatis akan menjalankan program yang sama;
b) mesin cuci otomatis, mesin cuci, program, mesin cuci otomatis mesin cuci.
Rak CNC memiliki detail yang diperlukan untuk memasang rak pada konstruksi tingkat dan mesin yang diatur secara teratur. Hapus ke kontrolnya sangat ketat Tidak ada salahnya untuk melakukan hal yang sama seperti yang Anda lakukan, yaitu sejumlah proses teknologi dan tidak ada api dari mesin otomatis yang menjalankan program yang sama.
Laikas darbo vietos priežiūrai nustatomi pagal standartus ir standartinius įrangos dydžius, atsižvelgiant į vienos mašinos ir kelių mašinų techninę priežiūrą kaip darbo laiko procentą.
Laikas poilsiui ir asmeniniams poreikiams vienam darbuotojui aptarnaujant vieną mašiną, ji atskirai neskiriama ir įskaičiuojama į darbo vietos aptarnavimo laiką.
Pasirengimo ir galutinio laiko standartai Anda adalah bagian-bagian CNC, bagian-bagian detail yang digunakan, bagian-bagian yang tersambung dari program-program, nustatyti dan beberapa papildomų program yang sangat penting dalam pengoperasian (išskyrus stakles su operacinių programų valdymo sistemomis).
Peraturan yang Dapat Diperbaiki dan Aturan yang Tidak Dapat Diatur Anda memiliki standar mesin CNC yang dapat digunakan secara luas, mesin pemotong rumput tidak dapat digunakan secara khusus, mesin khusus, dan instrumen khusus.
Tipiška SPRENDIMO MASALAH
Duomeni Pradiniai: dalis - velenas (1 pav.); medžiaga - plienas 30G; tikslus paviršiaus apdorojimas 1,2,3 - DIA10; paviršiaus nelygumai 1, 2 Ra5; 3 - Ra10.
Tuščia: gamybos būdas – štampavimas (įprastas tikslumas DIA 16); paviršiaus būklė - su pluta; swori 4,5kg; paviršiaus apdorojimo pasalpa: 1 - 6mm; 2 - 4mm; 3 - 5mm.
Masina: modelnya 16K20FZ. Paso duomen:
veleno greitis P(rpm): 10; 18; 25; 35,5; 50; 71; 100; 140; 180; 200; 250; 280; 355; 500; 560; 630; 710; 800; 1000; 1400; 2000;
padavimo diapazonas s m (mm/mnt)
palei koordinačių asį X- 0,05...2800;
palei koordinačių asį z - 0,1...5600;
mekanisme maksimum padavimo yang digunakan adalah 8000 N, mekanisme padavimo skersinio - 3600 N;
pagrindinio judesio pavaros galia - 11 kW;
pastovios galios elektros variklio sukimosi greičio reguliavimo diapazonas yra 1500...4500 aps./min.
Naudojimas: bazinis centruose, pavadėliu pritvirtinus dan paviršiaus.
1. Apdorojimo etapų pasirinkimas.
Nustatomi butini apdorojimo etapai. Norint gauti 10 kokybę atitinkančios detalės matmenis dan 16 kokybės ruošinio, apdirbimas turi butti atliekamas trimis etapais: grubus, pusiau apdaila ir apdaila.
2. Pjovimo gylio pasirinkimas.
Nustatomas minimalus reikiamas pjovimo gylis apdirbimo pusapdailos ir apdailos etapams (5 priedas).
Paviršiaus apdailos stadijoje 1, kurio skersmuo atitinka dydžių diapazoną 8...30 mm, rekomendasikan pjovimo gylis T = 0,6 mm; paviršiui 2, kurių skersmuo atitinka 30...50 mm dydžių diapazoną, T= 0,7 mm; 3 paviršiui, kurio skersmuo atitinka dydžių intervalą 50...80 mm, T = 0,8 mm.
Panašiai dan paviršiaus apdorojimo pusfinalio stadijoje / rekomenduojama T = 1,0 mm; paviršiui 2 - T - 1,3 mm; 3 paviršiui - T = 1,5 mm.

1 lantai. – banyak eskizas dan įrankio kelias
Pjovimo gylis grublėtam apdirbimo etapui nustatomas pagal benderą apdirbimo ribą ir apdirbimo apdailos bei pusapdailinio pjovimo etapų pjovimo gylių sumą: 1 paviršiui - T = 4,4 mm; 2 paviršiui - T = 2,0 mm; 3 paviršiui - T = 2,7mm. Pasirinktos reikšmės įrašomos į 1 lentelę.
1 lentil. Pjovimo režimo nustatymas
|
Lakukan hal yang sama |
Paviršiaus apdorojimo etapas |
||||||||
|
Juodraštis |
Pusfinalis |
Apdaila |
|||||||
|
Pjovimo gylis t, mm | |||||||||
|
Lentelės padavimas s nuo, mm/aps | |||||||||
|
Priimtas tiekimas s pr, mm/aps | |||||||||
|
Stalo pjovimo greitis V t, m/mnt | |||||||||
|
Reguliuojamas pjovimo greitis V, m/mnt | |||||||||
|
Fakta suklio greitis n f, m/mnt | |||||||||
|
Faktanya adalah pjovimo greitis Vf, m/mnt | |||||||||
|
Stalo pjovimo galia N t, kW | |||||||||
|
Faktanya adalah galia N, kW | |||||||||
|
Minučių padavimas s m, mm/mnt | |||||||||
3. Įrankio pasirinkimas.
16K20FZ mesin naudojami pjaustytuvai, kurių laikiklio dalis yra 25 x 25 mm, plokštės storis 6.4 mm.
Sangat menarik dan menarik, pasirenkama trikampė plokštės forma su viršūnės kampu  ° iš kietojo lydinio T15K6 apdirbimo grubinimo ir pusiau apdailos etapams ir T30K4 - apdailos etapui (3 harga).
° iš kietojo lydinio T15K6 apdirbimo grubinimo ir pusiau apdailos etapams ir T30K4 - apdailos etapui (3 harga).
Standartinis patvarumo laikotarpis: T= 30 menit.
4. Pašarų pasirinkimas.
4.1. Apdirbimo grubiam etapui pašaras parenkamas pagal adj. 3.
Itu paviršiaus 1 detailnya suka, kurių skersmuo iki 50 mm ir pjūvio gylis T = Rekomendasi 4,4 mm pastūma nuo =0,35 mm/aps. Paviršiams 2 ir 3, atitinkamai, padavimas s nuo =0,45 mm/aps. ir s nuo =0,73 mm/aps.
pasak aj. Priklausomai nuo įrankio medžiagos, nustatomi 3 pastūmos pataisos koeficientai KAM tersenyum = 1.1 ir plokštės tvirtinimo būdas K sp = 1,0.
4.2. Apdorojimo pusapdailinio etapo pašarų vertės nustatomos pagal adj. 3 tepukan terakhir: paviršiams 1 Ir 2 S adalah =0.27 mm/aps., paviršiai 3 s nuo =0.49 mm/aps.
Pašarų pataisos koeficientai, priklausantys nuo įrankio medžiagos K tersenyum = 1.1, platinos tvirtinimo būdas K sp = 1.0.
pasak aj. 3 nustatome apdirbimo grubumo ir pusapdailinimo etapų pastūmos pataisos koeficientus pasikeitusioms apdorojimo sąlygoms: priklausomai nuo pjaustytuvo laikiklio skerspjūvio KAM s d = 1.0; pjovimo dalias stiprumas K s l = 1,05; apdorotos medžiagos mechaninės savybės KAM tersenyum = 1,0; skema ruošinio montavimo KAM alamat =0,90; ruošinio paviršiaus sąlygos K hal =0,85; pjaustytuvo geometriniai parameter K sp =0,95; standar mesin K sj = 1,0.
Galutinį grubaus apdirbimo etapo padavimą lemia:
Itu paviršiaus 1
s pr1 = 0,35 1,1 1,0 1,0 1,05 1,0 0,9 0,85 0,95 1,0 = 0,29 mm/aps.;
Itu paviršiaus 2
s pr2 = 0,45 1,1 1,0 1,0 1,05 1,0 0,9 0,85 0,95 1,0 = 0,38 mm/aps.;
3 paviršiui
s pr3 = 0,73 1,1 1,0 1,0 1,05 1,0 0,9 0,85 0,95 1,0 = 0,61 mm/aps.
Pusiau apdailos etapo padavimo greitis apskaičiuojamas panašiai:
paviršiams 1 Ir 2 s pr1.2 = 0,23 mm/aps.;
paviršiui 3 s pr3 = 0,41 mm/aps.
paviršiui 1 snoo 1 =0,14 mm/aps.,
paviršiui 2 snuo 2 =0,12 mm/aps.,
paviršiui 3 s nuo 3 =0,22 mm/aps.
pasak aj. 3, perbaiki koeficientai nustatomi apdirbimo baigiamojo etapo padavimui pasikeitusioms sąlygoms: priklausomai nuo apdirbamos medžiagos mechaninių savybių KAM S = 1,0; skema ruošinio montavimo KAM alamat=0,9; pjaustytuvo galiuko spindulys K Šv = 1.0; ruošinio tikslumo kokybė aku 4 = 1,0. Galutinį apdorojimo apdailos etapo padavimo gritį lemia:
paviršiui 1 s pr = 0,14 1,0 0,9 1,0 1,0 = 0,13 mm/aps.,
paviršiui 2 s p p = 0,12 1,0 0,9 1,0 1,0 = 0,11 mm/aps.,
3 paviršiui p = 0,22 1,0 0,9 1,0 1,0 = 0,20 mm / aps.
Paviršiaus apdorojimo apdailos etapo apskaičiuotos pašarų vertės pateikiamos lentelėje. 1.
5. Pjovimo greičio pasirinkimas.
Meminta Legiruotą Plieną Su Oda Su Pjovimo Gyliu Grublėtuoju Būdu T = 4,4 mm padavimo spr = 0,29 mm/aps. pjovimo greitis paviršiui 1 V t = 149 m/mnt; su pjovimo gyliu T = 2,0 mm ir padavimo s p p = 0,38 mm/aps. paviršiaus pjovimo greitis 2 Vt\u003d 159 m/mnt; su pjovimo gyliu T = 2,7 mm dan padavimo spr = 0,61 mm/aps. pjovimo greitis paviršiui 3 V t = 136 m/mnt.
pasak aj. 8, 9, Pataisos Koeficientai Parenkami Grublėto Apdorojimo Stadijoje, Priklausomai Nuo įrankio Medžiagos: Paviršiuii 1 KE di dalam = 1.0, 2 dan 3 paviršiams KAM di dalam =0,95.
Galutinis grubaus apdorojimo etapo pjovimo greitis bus:
paviršiui 1 V 1 = 149·0,85= 127 m/mnt;
paviršiui 2 V 2 = 159·0,81 = 129 m/menit;
paviršiui 3 V 3 = 136·0,98 = 133 m/menit.
5.2. Pusiau apdailos etape legiruotasis plienas be odos su pjovimo gyliu T iki 3,0 mm ir padavimo s p p = 0,23 mm/aps. pjovimo greitis paviršiams 1 Ir 2 - V T = 228m/menit; su pjovimo gyliu T = 1,5 mm ir padavimo s pr = 0,41 mm/aps. pjovimo greitis 3 paviršiui - V t = 185 m/mnt.
Korekcinis koeficientas apdirbimo pusapdailiniam etapui, priklausomai nuo įrankio medžiagos K ay = 0,95.
pasak aj. 8, 9, seperti orang-orang yang ramah lingkungan dan efisien dalam menggunakan makanan dan minuman yang mereka perlukan, sangat besar dan pasikeitusias sąlygas:
priklausomai nuo medžiagos apdirbamumo grupės KAM ay Su = 0,9;
apdorojimo tipas K kamu = 1,0;
standar mesin K kamu = 1,0;
apdorotos medžiagos mechaninės savybės KAM ay M = 1,0; pjaustytuvo geometriniai parameter:
paviršiams 1 Ir 2 K ay F =0.95, paviršiui 3 K ay F = 1,15; pjovimo dalia patvarumo laikotarpis KAM ay T = 1,0;
aušinimo prieinamumas KAM ay ir = 1,0.
Kami akan memberi tahu Anda tentang hal ini:
paviršiui 1 Ir 2 V 1,2 = 228 · 0,81 = 185 m/menit;
paviršiui 3 V 3 = 185 · 0,98 = 181 m/menit.
5.3. Pjovimo greitis galutiniam apdorojimo etapui nustatomas pagal adj. 8, 9:
alamat T = 0,6 mm ir s p p = 0,13 mm / aps. paviršiui 1 V T =380 m/mnt.;
alamat T = 0,7 mm ir s p p = 0,11 mm / aps. paviršiui 2 V T =327 m/mnt.;
alamat T = 0,8 mm ir s p p = 0,2 mm / aps. V T =300 m3/menit.
pasak aj. 8, 9, pjovimo greičio pataisos koeficientas nustatomas apdirbimo apdailos stadijai, priklausomai nuo įrankio medžiagos; K V N =0,8. Aplikasi ini memiliki tingkat koefisien yang tinggi dan dapat digunakan oleh banyak orang serta memiliki tingkat koefisien yang tinggi.
Bendras pjovimo greičio pataisos koeficientas apdorojimo apdailos etape: K ay = 0,68 - paviršiams 1 Ir 2; K ay = 0,80 – paviršiui 3.
Galutinis pjovimo greitis apdailos etape:
paviršiui 1 V 1 = 380·0,68 = 258 m3/menit;
paviršiui 2 V 2 = 327·0,68 = 222 m3/menit;
paviršiui 3 V 3 = 300 · 0,80 = 240 m/menit.
Lentelėje pateiktos and pataisytos pjovimo greičio reikšmės įvedamos į lentelę. 1.
5.4. Suklio greitis pagal formulaę
Paviršiaus apdorojimo grublėtoje stadijoje 1
N = =1263 apt./mnt
Priimamas masinos sukimosi greitis, N f = = 1000 aps/mnt. Tada tikrasis pjovimo greitis nustatomas pagal formula:
V f = = 97,4 m/mnt.
Karena itu, peraturan yang berlaku pada mesin-mesin tersebut dan fakta-fakta yang ada pada perangkat-perangkat tersebut menjadi lebih baik dan lebih baik lagi dapat dilakukan. Gunakan lampu kilat yang menyala-nyala. 1.
Kadang-kadang mesin 16K20FZ dan otomatis menyala, Anda dapat memutarnya ke perangkat yang terhubung dengan program tertentu. Jika Anda ingin mendapatkan peringkat yang lebih tinggi dari perusahaan-perusahaan besar, Anda perlu memprogram sejumlah teknologi yang akan memberikan layanan yang sangat baik kepada perusahaan-perusahaan yang ingin Anda manfaatkan.
5.5. Jika Anda ingin mengetahui lebih lanjut tentang aplikasi ini, Anda harus mengikuti aturan yang ditetapkan dalam aplikasi ini untuk paviršiaus šiurkštumo.
pasak aj. 8, 9, tidak ada gunanya Ra5 Konstruksi apdorojant plieną, kurio pjovimo greitis Vf = 100 m/mnt, pjaustytuvu, kurio antgalio spindulys r in = 1.0 mm, rekomenduojama pastūma s = 0.47 mm/aps.
pasak aj. 8, 9, pašarų ir apdirbto paviršiaus šiurkštumo pataisos koeficientai nustatomi pasikeitusioms sąlygoms: priklausomai nuo:
pengoperasian mesin yang cerdas K s =1.0;
instrumen medžiaga K s u = 1.0;
apdorojimo tipas K s o =1.0;
aušinimo buvimas K s w =1.0.
Galiausiai pagal formulę nustatoma didžiausia leistina šiurkštumo pastūma 1 dan 2 apdirbimo paviršių apdailos stadijoje
s o =0,47·1,0·1,0·1,0·1,0=0,47 mm/aps.
Gunakan tombol 1 dan 2 tombol untuk memutarnya ke belakang.
Tidak ada aplikasi yang dapat Anda gunakan untuk memutar halaman-halaman mesin secara langsung. Vadinasi, nustatytas pjovimo galios režimas yra įmanomas (skaičiavimas nepateiktas).
6. Beberapa menit setelahnya.
Minučių maitinimas pagal formulaę
sm = nfs o
Apdorojant 1 paviršių grublėtu būdu
s m = 1000 · 0,28 = 280 mm/menit.
Kami akan memutar dan mengetuk setiap menit dari waktu ke waktu, menekan tombol, dan menekan tombol. 1.
7. Program-program besar secara otomatis tidak terlalu berguna.
Mesin otomatis sangat berguna untuk menjalankan program.
Pukulan I6VT2OFZ boks galvutės fiksavimo laikas Tif = 2 s, atau boks galvutės sukimosi viena padėtimi laikas T ip = 1.
Skaičiavimo rezultatai pateikti lentelėje. 2.
8. Vienetinio laiko normos nustatymas.
8.1. Vienetinio laiko norma nustatoma pagal (2) formula.
8.2. Pagalbinis laikas susideda iš komponentų, kurių pasirinkimas atliekamas pagal 1-ąją standarto dalį (5 formula). Detail penayangan dan penayangan TV.u = 0.37 menit (12 jam).
Banyak orang yang suka, susijęs su operacija, Tv.op, apima laiką, per kurį reikia įjungti ir išjungti mašiną, patikrinti, ar įrankis grįžta į nurodytą tašką po apdorojimo, sumontuoti ir nuimti skydą, kuris apsaugo nuo ap pengemulsi tugas (peringkat 12, 13):
T v.op = 0,15+0,03=0,15 menit.
Pagalbiniai laiko ir kontroliniai matavimai apima dviejų matavimų su vienpusiu ribiniu laikikliu, keturių matavimų su slankmačiu ir vieno matavimo su paprastos formos šablonu laiką (18 priedas):
T di.nuo =(0,045+0,05)+(0,11+0,13+0,18+0,21)+0,13=0,855 mnt.
8.3. Mesin otomatis memiliki program halaman yang sangat berguna yang dapat digunakan untuk mengatur dan mematikan lampu. 2.
2 Lentelė – Mesin Otomatis Meluncurkan Program Pagal Lainnya
2 buah lentil
|
Bagian Trajektori (Perangkat Lunak dan Tingkat Dasar) |
Važiavimas išilgai Z ašies, mm |
X asies eiga, mm |
Įrankio kelio i-osios atkarpos ilgis |
menit-menit berikutnya |
Pagrindinis masinos automatinioveikimo laikas pagal programą |
Masinos pagalbinis laikas |
|
Įrankis Nr. 2 – įrankis Nr.3 | ||||||
|
3 peringkat – peringkat Nr.4 | ||||||
8.4. Galutinis automatinio mašinos weikimo ciklo laikas pagal programą
T c.a = 2,743 + 0,645 = 3,39 menit.
8.5. Bendras pagalbinis laikas
B =0,37+0,18+0,855 = 1,405 menit.
8.6. Jumlah pendapatan organisasi dan teknis yang tinggi, potensi dan jumlah yang besar – 8% lebih tinggi (16 harga).
8.7. Galutinė darbo laiko norma:
T komputer = (3,39+ 1,405) (1+0,08) = 5,18 menit.
9. Parengiamasi dan paskutinis laikas.
Parengiamasi ir galutinis nustatomas pagal formulę
T pz = T pz1 + T pz2 + T pz3 + T p.obra.
Organisasi pasirengimo laikas: T pz1 = 13 menit,
laikas nustatyti masiną, įrenginį, skaitmeninio valdymo įrenginį
T pz2 = 4,0 + 1,2 +0,4 + 0,8 + 0,8 + 1,0 + 1,2 + 1,2 + 2,5 + 0,3 =13,4 menit;
laikas bandomajam dlies apdorojimui
T arr = 2,2 + 0,945 = 3,145 menit.
Bendras parengiamasis ir galutinis laikas
T pz = 13 + 13,4 + 3,145 = 29,545 menit.
10. Dalių partijos dydis
N= Tidak ada,
kur S yra paleidimų skaičius per metus.
Vidutinės serijos gamybai S = 12 angka
N = 5000/12=417.
11. Vieneto skaičiavimo laikas
T vnt.k = T komputer + T hal / N= 5,18 + 29,545 / 417 = 5,25 menit.
Laiko normų skaičiavimas apdirbant detals CNC staklėmis Disiplin: „Šiuolaikinių daugiafunkcinių staklių technologinių procesų projektavimas“ Atliko M 03 -721 -1 grupės mokinys Pinegin S.N.
 Meskipun standar teknisnya tidak terlalu tinggi, gunakan universal dan universal pada kompiuteriniu skaitmeniniu valdymu (CNC), reglamentavimui. Standartinis laikas (standartinis vieneto skaičiavimo laikas, tsht-k), rokas operacijoms atlikti cnc staklėmis dirbant su viena mašina nvr susidya iš paruošijo galutinio laika-tpz tpzo paruo šoMojo galutinio lAkaMo tpza .. ę :, (1), kur dan tahun ini adalah bagian yang paling penting.
Meskipun standar teknisnya tidak terlalu tinggi, gunakan universal dan universal pada kompiuteriniu skaitmeniniu valdymu (CNC), reglamentavimui. Standartinis laikas (standartinis vieneto skaičiavimo laikas, tsht-k), rokas operacijoms atlikti cnc staklėmis dirbant su viena mašina nvr susidya iš paruošijo galutinio laika-tpz tpzo paruo šoMojo galutinio lAkaMo tpza .. ę :, (1), kur dan tahun ini adalah bagian yang paling penting.
 Vienetinio laiko greitis nustatomas pagal formulaę (2): , (2) čia Ttsa – mesin otomatis veikimo pagal programą ciklo trukmė, min; , (3) kur To pagrindinis (technologinis) vienos dalias apdorojimo laikas, min;
Vienetinio laiko greitis nustatomas pagal formulaę (2): , (2) čia Ttsa – mesin otomatis veikimo pagal programą ciklo trukmė, min; , (3) kur To pagrindinis (technologinis) vienos dalias apdorojimo laikas, min;
 , (4) čia Li – įrankio ar detalės pastūmos kryptimi nueito ilgis apdorojant i-ąją technologinę atkarpą (atsižvelgiant įdubimą ir perėjimą), mm; Smi – menit padavimas duotame technologiniame ruože, mm/mnt; i =1, 2, …, n – teknologi yang sesuai dengan tingkat ketelitian; Tmv – banyak sekali manfaat (peringkat yang sangat rinci dan tingkat yang lebih tinggi dan zonasi yang lebih tinggi; peringkat yang lebih tinggi, peringkat yang lebih tinggi, masa lalu yang lebih baik dan lebih baik, teknologi yang lebih baik uzių laikas ir kt.) , min;
, (4) čia Li – įrankio ar detalės pastūmos kryptimi nueito ilgis apdorojant i-ąją technologinę atkarpą (atsižvelgiant įdubimą ir perėjimą), mm; Smi – menit padavimas duotame technologiniame ruože, mm/mnt; i =1, 2, …, n – teknologi yang sesuai dengan tingkat ketelitian; Tmv – banyak sekali manfaat (peringkat yang sangat rinci dan tingkat yang lebih tinggi dan zonasi yang lebih tinggi; peringkat yang lebih tinggi, peringkat yang lebih tinggi, masa lalu yang lebih baik dan lebih baik, teknologi yang lebih baik uzių laikas ir kt.) , min;
 , (5) , (6) čia L – kelio (arba trajektorijos), kurį įrankis ar dalis eina pastūmos kryptimi, ilgis, mm; l 1, l 2, l 3 – atitinkamai įrankio priartėjimo, įsmigimo ir pervažiavimo ilgis, mm. L reikšmė nustatoma pagal dalia trajektorijos parametrus. Taigi, apdorojant detailės dalis įrankiu judant išilgai dviejų koordinačių, ilgis L nustatomas pagal formulę (7), (7).
, (5) , (6) čia L – kelio (arba trajektorijos), kurį įrankis ar dalis eina pastūmos kryptimi, ilgis, mm; l 1, l 2, l 3 – atitinkamai įrankio priartėjimo, įsmigimo ir pervažiavimo ilgis, mm. L reikšmė nustatoma pagal dalia trajektorijos parametrus. Taigi, apdorojant detailės dalis įrankiu judant išilgai dviejų koordinačių, ilgis L nustatomas pagal formulę (7), (7).
 kur Δх, Δу – atitinkamų koordinačių žingsniai tam tiroje apdorojimo srityje. Judant įrankį apskritimo lanku, ilgis L nustatomas pagal (8) arba (9), (9) formulę, kur R – apskritimo lanko spindulys, mm; a – apskritimo lanko stygos ilgis, mm; φ – kampas tengah, halaman apskritimo lanko galiniais taškais, rad; Tmv. ir – mesin cuci otomatis otomatis, min; Tmv. x – mesin pemotong rumput otomatis mesin pemotong rumput judesius dan teknologi jeda, min.
kur Δх, Δу – atitinkamų koordinačių žingsniai tam tiroje apdorojimo srityje. Judant įrankį apskritimo lanku, ilgis L nustatomas pagal (8) arba (9), (9) formulę, kur R – apskritimo lanko spindulys, mm; a – apskritimo lanko stygos ilgis, mm; φ – kampas tengah, halaman apskritimo lanko galiniais taškais, rad; Tmv. ir – mesin cuci otomatis otomatis, min; Tmv. x – mesin pemotong rumput otomatis mesin pemotong rumput judesius dan teknologi jeda, min.
 Mesin-mesin yang dikemas dengan baik pada tahun TMV. ir gali buti nustatomas pagal formulę (10), (10) kur Tipas yra bokštelio galvutės sukimosi viena padėtimi laikas, min; Kp – padėčių skaičius, iki kurio reikia pasukti bokštelį, norint sumontuoti reikiamą įrankį; Vidurių šiltinė – buku galvutės fiksavimo laikas, min. Mesin-mesin tersebut memiliki sistem yang sama seperti tahun TMV. x gali buti nustatytas pagal formulaę (11), (11)
Mesin-mesin yang dikemas dengan baik pada tahun TMV. ir gali buti nustatomas pagal formulę (10), (10) kur Tipas yra bokštelio galvutės sukimosi viena padėtimi laikas, min; Kp – padėčių skaičius, iki kurio reikia pasukti bokštelį, norint sumontuoti reikiamą įrankį; Vidurių šiltinė – buku galvutės fiksavimo laikas, min. Mesin-mesin tersebut memiliki sistem yang sama seperti tahun TMV. x gali buti nustatytas pagal formulaę (11), (11)
 čia Lxxj – automatinio pagalbinio judėjimo j-osios atkarpos kelio ilgis, mm; j=1, 2, …, t – operasi otomatis; Smu – greitojo perėjimo minutinis pašaras. Banyak hal yang bersifat universal (kontur pada pad) namun sistem yang digunakan tidak sesuai dengan standar yang ditetapkan oleh program Tmv. x sunku nustatyti dėl to, kad konkrečiose mašinose, priklausomai nuo jų nustatymo, Sмхх ir Lхх reikšmės labai skiriasi (susijusios su padėties nustatymo nustatymais). Norėdami tiksliau nustatyti laiką TMB. x šiose masinose rekomenduojama atlikti preliminarų laiką, kad būtų nustatytas tikrasis laikas TMB. x judinant stalą ar įrankį išmatuotu atstumu sideringų koordinačių kryptimi.
čia Lxxj – automatinio pagalbinio judėjimo j-osios atkarpos kelio ilgis, mm; j=1, 2, …, t – operasi otomatis; Smu – greitojo perėjimo minutinis pašaras. Banyak hal yang bersifat universal (kontur pada pad) namun sistem yang digunakan tidak sesuai dengan standar yang ditetapkan oleh program Tmv. x sunku nustatyti dėl to, kad konkrečiose mašinose, priklausomai nuo jų nustatymo, Sмхх ir Lхх reikšmės labai skiriasi (susijusios su padėties nustatymo nustatymais). Norėdami tiksliau nustatyti laiką TMB. x šiose masinose rekomenduojama atlikti preliminarų laiką, kad būtų nustatytas tikrasis laikas TMB. x judinant stalą ar įrankį išmatuotu atstumu sideringų koordinačių kryptimi.
 Tuo atveju, kai standartizavimas atliekamas jau suprojektuotam technologiniam procesui ir ura valdymo programa, laikas Tts. ir nustatomas pagaltiesioginį dalių apdorojimo ciklo laiką. Pagalbinis operacijos laikas apskaičiuojamas pagal formulę (12), (12)
Tuo atveju, kai standartizavimas atliekamas jau suprojektuotam technologiniam procesui ir ura valdymo programa, laikas Tts. ir nustatomas pagaltiesioginį dalių apdorojimo ciklo laiką. Pagalbinis operacijos laikas apskaičiuojamas pagal formulę (12), (12)
 kur tv. y – detail montavimo dan nuėmimo laikas rankiniu būdu arba keltuvu, min; TELEVISI. op – operasi susijęs pagalbinis laikas (neįtrauktas į valdymo programą), min; TELEVISI. matai – pagalbinis nepersidengimo laikas matavimams, min; Ktv - peringkat layanan yang tidak sesuai dengan standar koeficientas, priklausomai nuo apdorotų dalių partijos; ateh, aorg, aotl – laikas technologinei ir organizacinei vietos priežiūrai, poilsiui ir asmeniniams poreikiams vienos mašinos priežiūros metu, darbo laiko procentas.
kur tv. y – detail montavimo dan nuėmimo laikas rankiniu būdu arba keltuvu, min; TELEVISI. op – operasi susijęs pagalbinis laikas (neįtrauktas į valdymo programą), min; TELEVISI. matai – pagalbinis nepersidengimo laikas matavimams, min; Ktv - peringkat layanan yang tidak sesuai dengan standar koeficientas, priklausomai nuo apdorotų dalių partijos; ateh, aorg, aotl – laikas technologinei ir organizacinei vietos priežiūrai, poilsiui ir asmeniniams poreikiams vienos mašinos priežiūros metu, darbo laiko procentas.
 Televisi telah dipasang dan tidak memiliki standar yang tinggi. Ini adalah elemen-elemen TV yang sangat bagus, rapi dan besar, dan banyak sekali detail yang mendetail, sangat bagus dan TV yang universal dan khusus yang dapat disesuaikan. Banyak sekali, detail montavimo dan išėmimo laiką, detailnya masė, ruošinio montavimo dan tvirtinimo būdas, išlyginimo pobūdis ir tikslumas.
Televisi telah dipasang dan tidak memiliki standar yang tinggi. Ini adalah elemen-elemen TV yang sangat bagus, rapi dan besar, dan banyak sekali detail yang mendetail, sangat bagus dan TV yang universal dan khusus yang dapat disesuaikan. Banyak sekali, detail montavimo dan išėmimo laiką, detailnya masė, ruošinio montavimo dan tvirtinimo būdas, išlyginimo pobūdis ir tikslumas.
 Dalių montavimo ir išėmimo laiko normos numato šiuos darbus: - montuojant ir nuimant rankiniu būdu: paimti ir sumontuoti detalę, išlyginti ir pritvirtinti; įjungti dan išjungti masiną; atsukite ir nuimkite dalį, įdėkite į konteinerį; nuvalykite prietaisą nuo drožlių, pagrindo paviršius nuvalykite servetėle; - montuojant ir nuimant su viršutiniu kranu: iškviesti kraną; pritvirtinti dalį; transportasiuoti dalį į masiną; sumontuoti detailę, išlyginti ir pritvirtinti; įjungti dan išjungti masiną; atsegti dalį; kraną iškviesti; pritvirtinti dalį; meningkatkan pendapatan dan pendapatan perusahaan-perusahaan di Vietnam; pritvirtinti dalį; Layanan baru ini merupakan layanan yang sangat baik, layanan yang sangat baik.
Dalių montavimo ir išėmimo laiko normos numato šiuos darbus: - montuojant ir nuimant rankiniu būdu: paimti ir sumontuoti detalę, išlyginti ir pritvirtinti; įjungti dan išjungti masiną; atsukite ir nuimkite dalį, įdėkite į konteinerį; nuvalykite prietaisą nuo drožlių, pagrindo paviršius nuvalykite servetėle; - montuojant ir nuimant su viršutiniu kranu: iškviesti kraną; pritvirtinti dalį; transportasiuoti dalį į masiną; sumontuoti detailę, išlyginti ir pritvirtinti; įjungti dan išjungti masiną; atsegti dalį; kraną iškviesti; pritvirtinti dalį; meningkatkan pendapatan dan pendapatan perusahaan-perusahaan di Vietnam; pritvirtinti dalį; Layanan baru ini merupakan layanan yang sangat baik, layanan yang sangat baik.
 Montuodami ir nuimdami detalę su keltuvu prie masinos (ar mašinų grupės), yaitu atlieka tuos pačius darbus kaip ir nuimant detalę kabininiu kranu, išskyrus krano iškvietimą. Montuojant specialiuose įrenginiuose, pagalbinis laikas apibrėžiamas kaip laiko suma: vienos detalės montavimui ir išėmimui; kiekvienos paskesnės dalia montavimui ir pašalinimui daugiau nei po vieną kelių vietų įrenginiuose; pritvirtinti dalį, atsižvelgiant į spaustukų skaičių; Anda tidak dapat melakukan apa-apa lagi dan tidak lagi memberikan layanan paviršius pada halaman tersebut. Robot yang baik, manipuliator, dan staf yang hebat secara detail dan canggih, memberikan banyak manfaat yang sangat besar dan membangun banyak hal.
Montuodami ir nuimdami detalę su keltuvu prie masinos (ar mašinų grupės), yaitu atlieka tuos pačius darbus kaip ir nuimant detalę kabininiu kranu, išskyrus krano iškvietimą. Montuojant specialiuose įrenginiuose, pagalbinis laikas apibrėžiamas kaip laiko suma: vienos detalės montavimui ir išėmimui; kiekvienos paskesnės dalia montavimui ir pašalinimui daugiau nei po vieną kelių vietų įrenginiuose; pritvirtinti dalį, atsižvelgiant į spaustukų skaičių; Anda tidak dapat melakukan apa-apa lagi dan tidak lagi memberikan layanan paviršius pada halaman tersebut. Robot yang baik, manipuliator, dan staf yang hebat secara detail dan canggih, memberikan banyak manfaat yang sangat besar dan membangun banyak hal.
 Standartai pagalbiniam laikui, susijusiam su televizoriaus veikimu. op. . Pagalbinis su operacija susijęs laikas, neįskaičiuotas į automatinio masšinosveikimo ciklą pagal programą, numato šiuos darbus:įjungti ir išjungti juostos pavaros mechanizmą; nustatykite nurodytą santykinę detail dan peringkat padėtį pagal X, Y, Z koordinates ir, jei reikia, atlikite koregavimus; memastikan dan menggunakan mekanisme yang sangat baik, menyerang dan meningkatkan kinerja; perforuotą popierinę juosteleę perkelkite į pradinę padėtį; patirkinkite įrankio dalias atvykimą į nurodytą tugas untuk apdorojimo; Emulsi yang dihasilkan tidak terlalu berguna.
Standartai pagalbiniam laikui, susijusiam su televizoriaus veikimu. op. . Pagalbinis su operacija susijęs laikas, neįskaičiuotas į automatinio masšinosveikimo ciklą pagal programą, numato šiuos darbus:įjungti ir išjungti juostos pavaros mechanizmą; nustatykite nurodytą santykinę detail dan peringkat padėtį pagal X, Y, Z koordinates ir, jei reikia, atlikite koregavimus; memastikan dan menggunakan mekanisme yang sangat baik, menyerang dan meningkatkan kinerja; perforuotą popierinę juosteleę perkelkite į pradinę padėtį; patirkinkite įrankio dalias atvykimą į nurodytą tugas untuk apdorojimo; Emulsi yang dihasilkan tidak terlalu berguna.
 Mesin-pagalbinis laika, susijęs su perėjimu, įtrauktas į programą ir susijęs su automatiniu pagalbiniu mašinos veikimu, numato: įrankio dalia tiekimą iš pradinio tasko į apdirbimo zonaą ir išėm imą; įrankio nustatymas pagal apdorojimo dydį; otomatis įrankių keitimas; pašarų įjungimas; tuščiąja eiga pereinant nuo vieno paviršiaus apdorojimo prie kito; teknologi yang lambat, angka-angka yang sangat pasikeitus padavimo krypčiai, patikrinti matmenis, apžiūrėti įrankį ir iš naujo sumontuoti ar pritvirtinti detailę. Mesin-mesin tersebut sangat berguna, makanannya sangat lezat, produk-produk yang dapat dimakan oleh mesin-mesin tersebut dan elemen-elemen otomatis yang sangat banyak yang dapat digunakan oleh mesin-mesin tersebut.
Mesin-pagalbinis laika, susijęs su perėjimu, įtrauktas į programą ir susijęs su automatiniu pagalbiniu mašinos veikimu, numato: įrankio dalia tiekimą iš pradinio tasko į apdirbimo zonaą ir išėm imą; įrankio nustatymas pagal apdorojimo dydį; otomatis įrankių keitimas; pašarų įjungimas; tuščiąja eiga pereinant nuo vieno paviršiaus apdorojimo prie kito; teknologi yang lambat, angka-angka yang sangat pasikeitus padavimo krypčiai, patikrinti matmenis, apžiūrėti įrankį ir iš naujo sumontuoti ar pritvirtinti detailę. Mesin-mesin tersebut sangat berguna, makanannya sangat lezat, produk-produk yang dapat dimakan oleh mesin-mesin tersebut dan elemen-elemen otomatis yang sangat banyak yang dapat digunakan oleh mesin-mesin tersebut.
 Kontrol televisi tidak terlalu ketat. pakeisti. Reikalingi dalių, apdorojamų skaitmeniniu butu valdomomis mašinomis, matmenys pateikiami automatinio apdorojimo cikle. Penting bagi Anda, Kontrol Mata Uang yang Baik (Bagikan Program Pagal) Turėtų But į Trauktas į Standartinį Darbo Laiką tik Tuo Atveju Anda, Ini adalah Numato Technologinis Processes dan Atsižvelgiant į Butiną Tokių Matavimų Dažnumą darbo bertemu. prosesnya, dan Anda tidak perlu melakukan apa pun, tetapi Anda tidak dapat melakukan proses otomatis pada mesin melalui program yang sama.
Kontrol televisi tidak terlalu ketat. pakeisti. Reikalingi dalių, apdorojamų skaitmeniniu butu valdomomis mašinomis, matmenys pateikiami automatinio apdorojimo cikle. Penting bagi Anda, Kontrol Mata Uang yang Baik (Bagikan Program Pagal) Turėtų But į Trauktas į Standartinį Darbo Laiką tik Tuo Atveju Anda, Ini adalah Numato Technologinis Processes dan Atsižvelgiant į Butiną Tokių Matavimų Dažnumą darbo bertemu. prosesnya, dan Anda tidak perlu melakukan apa pun, tetapi Anda tidak dapat melakukan proses otomatis pada mesin melalui program yang sama.
 Darbo vietos aptarnavimo laiko standartai. Darbo vietos priežiūros laikas nurodomas pagal įrangos tipą ir dydį, atsižvelgiant į vienos mašinos ir kelių mašinų techninę priežiūrą kaip darbo laiko procentą. Teknologi darbo vietos priežiūra apima šiuos darbus: - keičiant įrankį (arba bloką su įrankiu) dėl jo nuobodulio; - peraturan utama dan peraturan eksploatacijos metu (keičiant įrankio pataisos vertę); - skiedrų šlavimas ir periodinis valymas darbo metu (išskyrus drožlių šlavimą nuo montavimo prietaisų pagrindo paviršių, kurio laikas įskaičiuojamas į pagalbinį detalės montavimo ir išėmimo laiką).
Darbo vietos aptarnavimo laiko standartai. Darbo vietos priežiūros laikas nurodomas pagal įrangos tipą ir dydį, atsižvelgiant į vienos mašinos ir kelių mašinų techninę priežiūrą kaip darbo laiko procentą. Teknologi darbo vietos priežiūra apima šiuos darbus: - keičiant įrankį (arba bloką su įrankiu) dėl jo nuobodulio; - peraturan utama dan peraturan eksploatacijos metu (keičiant įrankio pataisos vertę); - skiedrų šlavimas ir periodinis valymas darbo metu (išskyrus drožlių šlavimą nuo montavimo prietaisų pagrindo paviršių, kurio laikas įskaičiuojamas į pagalbinį detalės montavimo ir išėmimo laiką).
 Darbo vietos organizacinė priežiūra apima darbus, susijusius su pagirindinės ir pagalbinės įrangos, technologinės ir organizacinės įrangos, konteinerių, susijusių su visa darbo pamaina, priežiūra: - įrangos apžiūra ir testavimas darbo metu; - įrankių išdėliojimas pradžioje ir valymas pamainos pabaigoje; - masinos tepimas ir valymas pamainos metu; - masinos ir darbo vietos valymas pasibaigus pamainai.
Darbo vietos organizacinė priežiūra apima darbus, susijusius su pagirindinės ir pagalbinės įrangos, technologinės ir organizacinės įrangos, konteinerių, susijusių su visa darbo pamaina, priežiūra: - įrangos apžiūra ir testavimas darbo metu; - įrankių išdėliojimas pradžioje ir valymas pamainos pabaigoje; - masinos tepimas ir valymas pamainos metu; - masinos ir darbo vietos valymas pasibaigus pamainai.
 Laiko standartai poilsiui ir asmeniniams poreikiams. Laikas poilsiui ir asmeniniams poreikiams, rokas vieno darbuotojo vienos mašinos aptarnavimo sąlygoms, atskirai neskiriamas ir įskaičiuojamas į darbo vietos aptarnavimo laiką. Jika Anda ingin mengetahui hal-hal yang perlu dilakukan, Anda harus berhati-hati dalam melakukan hal-hal yang tidak dapat dijelaskan dan dijelaskan secara rinci.
Laiko standartai poilsiui ir asmeniniams poreikiams. Laikas poilsiui ir asmeniniams poreikiams, rokas vieno darbuotojo vienos mašinos aptarnavimo sąlygoms, atskirai neskiriamas ir įskaičiuojamas į darbo vietos aptarnavimo laiką. Jika Anda ingin mengetahui hal-hal yang perlu dilakukan, Anda harus berhati-hati dalam melakukan hal-hal yang tidak dapat dijelaskan dan dijelaskan secara rinci.
 Pasirengimo ir galutinio laiko standartai. Standartinis Mašinos nustatymo laikas pateikiamas kaip laikas, rokasta parengiamiems ir baigiamiesiems darbams apdoroti identifikasi ident dalių partiją, neatsižvelgiant į į į į į į ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident į ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident nustatomas, masinos nustatymui ir derinimui, min; Tpz 1 – standartinis organisasi pasirengimo laikas, min; Tpz 2 – standartinis masinos, įrenginio, įrankio, programinės įrangos įrengimo laikas, min; Tpr. arr – bandomojo apdorojimo laiko standartas.
Pasirengimo ir galutinio laiko standartai. Standartinis Mašinos nustatymo laikas pateikiamas kaip laikas, rokasta parengiamiems ir baigiamiesiems darbams apdoroti identifikasi ident dalių partiją, neatsižvelgiant į į į į į į ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident į ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident ident nustatomas, masinos nustatymui ir derinimui, min; Tpz 1 – standartinis organisasi pasirengimo laikas, min; Tpz 2 – standartinis masinos, įrenginio, įrankio, programinės įrangos įrengimo laikas, min; Tpr. arr – bandomojo apdorojimo laiko standartas.
 Parengiamųjų dan baigiamųjų darbų laikas nustatomas priklausomai nuoįrangos tipo irdžio, taip pat atsižvelgiant į programos valdymo sistemos ypatybes. Organisasi paru-paru yang menyala-nyala dan berbagai jenis mesin CNC, tidak termasuk dalam kelompok dan model. Organisasi pasir yang sangat berguna: - gunakan, brėžinio, teknologi dokumen, program įrangos, pjovimo, pagalbinių ir valdymo įrankių, tvirtinimo detalių, ruošinių gavimas iki starto ir jų perdavimas baigus apdorotių partiją darbo vietoje arba įrankių sandėlis; - susipažinimas su darbu, brėžinys, technologinė dokumentacija, ruošinio apžiūra; - Meistro Nurodimai.
Parengiamųjų dan baigiamųjų darbų laikas nustatomas priklausomai nuoįrangos tipo irdžio, taip pat atsižvelgiant į programos valdymo sistemos ypatybes. Organisasi paru-paru yang menyala-nyala dan berbagai jenis mesin CNC, tidak termasuk dalam kelompok dan model. Organisasi pasir yang sangat berguna: - gunakan, brėžinio, teknologi dokumen, program įrangos, pjovimo, pagalbinių ir valdymo įrankių, tvirtinimo detalių, ruošinių gavimas iki starto ir jų perdavimas baigus apdorotių partiją darbo vietoje arba įrankių sandėlis; - susipažinimas su darbu, brėžinys, technologinė dokumentacija, ruošinio apžiūra; - Meistro Nurodimai.
 Brigadinėje darbo organizavimo form, kai ruošiniai perkeliami tarp pamainų, organizaciniame renzim atsižvelgiama tik to supažindinimo su darbu, braižymo, technologinės dokumentacijos, ruošinių apžiūros ir meistro instruktavimo laik ą. Mas, peringkat dan prietaisų nustatymo darbai apima reguliavimo darbų būdus, priklausomai nuo mašinos paskirties ir konstrukcijos ypatybių: tvirtinimo įtaisų montavimas ir nuėmimas; bloko ar atskirų pjovimo įrankių montavimas ir nuėmimas; pradinių mašinos darbo režimų nustatymas; program-program yang menarik dan menarik serta manfaatnya; peraturan nulinės padėties ir kt.
Brigadinėje darbo organizavimo form, kai ruošiniai perkeliami tarp pamainų, organizaciniame renzim atsižvelgiama tik to supažindinimo su darbu, braižymo, technologinės dokumentacijos, ruošinių apžiūros ir meistro instruktavimo laik ą. Mas, peringkat dan prietaisų nustatymo darbai apima reguliavimo darbų būdus, priklausomai nuo mašinos paskirties ir konstrukcijos ypatybių: tvirtinimo įtaisų montavimas ir nuėmimas; bloko ar atskirų pjovimo įrankių montavimas ir nuėmimas; pradinių mašinos darbo režimų nustatymas; program-program yang menarik dan menarik serta manfaatnya; peraturan nulinės padėties ir kt.
 Į bandomojo dalių apdorojimo laiką tekinimo and bokstelių grupių masinose įeina laikas, praleistas detalei apdoroti pagal programą, dan pagalbinis laikas atlikti papildomus metodus, susijusius su detalės matavimu, korekcijos skaičiavi mu, pataisos ver Pentingnya Sistem CNC dan Harga yang Lebih Besar serta Sistem CNC yang Sangat Berteknologi Tinggi . Į dalių bandomojo laiką sukamosiose, frezavimo, gręžimo grupėse, daugiafunkcinėse mašinose įeina laikas, praleistas apdirbant dalis naudojant bandomojo nafsu metode, ir pagalbinį laiką atliekant papildomus metodus, susijusius su detal Itu mata, perbaiki bagian belakang yang dikehendaki, periksa kembali sistem CNC dan manfaatkan dengan baik mesin dan sistem CNC sangat canggih.
Į bandomojo dalių apdorojimo laiką tekinimo and bokstelių grupių masinose įeina laikas, praleistas detalei apdoroti pagal programą, dan pagalbinis laikas atlikti papildomus metodus, susijusius su detalės matavimu, korekcijos skaičiavi mu, pataisos ver Pentingnya Sistem CNC dan Harga yang Lebih Besar serta Sistem CNC yang Sangat Berteknologi Tinggi . Į dalių bandomojo laiką sukamosiose, frezavimo, gręžimo grupėse, daugiafunkcinėse mašinose įeina laikas, praleistas apdirbant dalis naudojant bandomojo nafsu metode, ir pagalbinį laiką atliekant papildomus metodus, susijusius su detal Itu mata, perbaiki bagian belakang yang dikehendaki, periksa kembali sistem CNC dan manfaatkan dengan baik mesin dan sistem CNC sangat canggih.
 Jika Anda tidak dapat mengakses halaman dengan benar, Anda akan perlu mengetahui secara detail paket yang Anda perlukan. Beberapa hal yang perlu diperhatikan mengenai standar permainan utama: - Standar permainan yang ditetapkan adalah standar yang sesuai dengan standar yang berlaku, standar yang berlaku, universal dan universal dalam hal nilai yang ditetapkan. 2 dalis. Standar yang bagus. – M.: Ekonomika, 1990. - Metalo pjovimo režimai: žinynas / Red. Yu. V.Baranovskis. – 3 Leidima. , apdorotas ir papildomas – M.: Mechanikos inžinerija, 1972. – 407 hal. - Mechanikos inžinerijos technologo vadovas. 2 jilid T.2 / Pod. merah. A.G.Kosilova ir kt. – 5 asis memimpin. ,merah. – M.: Mechanikos inžinerija, 2003. – 944 hal. , nesveika.
Jika Anda tidak dapat mengakses halaman dengan benar, Anda akan perlu mengetahui secara detail paket yang Anda perlukan. Beberapa hal yang perlu diperhatikan mengenai standar permainan utama: - Standar permainan yang ditetapkan adalah standar yang sesuai dengan standar yang berlaku, standar yang berlaku, universal dan universal dalam hal nilai yang ditetapkan. 2 dalis. Standar yang bagus. – M.: Ekonomika, 1990. - Metalo pjovimo režimai: žinynas / Red. Yu. V.Baranovskis. – 3 Leidima. , apdorotas ir papildomas – M.: Mechanikos inžinerija, 1972. – 407 hal. - Mechanikos inžinerijos technologo vadovas. 2 jilid T.2 / Pod. merah. A.G.Kosilova ir kt. – 5 asis memimpin. ,merah. – M.: Mechanikos inžinerija, 2003. – 944 hal. , nesveika.
 Laiko normatyvų skaičiavimo pavyzdys Laiko etalonams apskaičiuoti pateikiame pradinius duomenis: detail “Rininis” brėžinys, ruošinio medžiaga plienas 45 GOST 1050-88, detail partija 100 vnt, ruošin ys – apvalus valcuotas plienas, ku rio skersmuo 125 x 54. Skaičiavimą atliksime trimis atvejais: 1 1) Perangkat CNC staklėmis - tekinimo staklėmis (16 K 20 F 3) dan frezavimo staklėmis (6 R 13 RF 3). Anda akan, kurių skersmuo 30 jam 12, menggunakan mesin CNC untuk menekan tombol di apipjaustytais galais. Operasikan api yang sangat besar dan pusat daya yang dapat digunakan dalam pemadaman listrik. Mesin pemotong CNC berukuran 4 x 10 buah dan 4 buah kayu, ukuran batang 16 mm, bantalan tengah yang sangat kuat akan menekan tombol pneumatik. 2) Apdirbimas 5 ašių tekinimo apdirbimo center. Perusahaan yang menggunakan pusat layanan ini akan mengeluhkan masalah pneumatik untuk menjalankan operasi, dan tidak akan merusaknya. Kami mengikat patys dengan erat dan memasang tiang CNC – tekuk, frezavimas, dan gręžimas.
Laiko normatyvų skaičiavimo pavyzdys Laiko etalonams apskaičiuoti pateikiame pradinius duomenis: detail “Rininis” brėžinys, ruošinio medžiaga plienas 45 GOST 1050-88, detail partija 100 vnt, ruošin ys – apvalus valcuotas plienas, ku rio skersmuo 125 x 54. Skaičiavimą atliksime trimis atvejais: 1 1) Perangkat CNC staklėmis - tekinimo staklėmis (16 K 20 F 3) dan frezavimo staklėmis (6 R 13 RF 3). Anda akan, kurių skersmuo 30 jam 12, menggunakan mesin CNC untuk menekan tombol di apipjaustytais galais. Operasikan api yang sangat besar dan pusat daya yang dapat digunakan dalam pemadaman listrik. Mesin pemotong CNC berukuran 4 x 10 buah dan 4 buah kayu, ukuran batang 16 mm, bantalan tengah yang sangat kuat akan menekan tombol pneumatik. 2) Apdirbimas 5 ašių tekinimo apdirbimo center. Perusahaan yang menggunakan pusat layanan ini akan mengeluhkan masalah pneumatik untuk menjalankan operasi, dan tidak akan merusaknya. Kami mengikat patys dengan erat dan memasang tiang CNC – tekuk, frezavimas, dan gręžimas.

 3) Apdirbimas apdirbimo center su subvelliu. Perusahaan yang menggunakan pusat layanan ini akan mengeluhkan masalah pneumatik untuk menjalankan operasi, dan tidak akan merusaknya. Tokie OC turi du griebtuvus su pneumatiniu užspaudimu ir dvi įrankių galvutes. Antrojo griebtuvo vaidmenį atlieka priešpriešinis velenas, kuris iš naujo sumontuoja ruošinį ir kuriame vyksta tolesnis ruošinio apdirbimas. Ruošinio apdirbimo ciklas yra toks: ruošinys sumontuojamas ir tvirtinamas griebtuve; jie pasuka 30 jam 12 skersmens kaklą apipjaustydami galą; Įrankis automatiskai keičiamas sukant bokštelį; išgręžti 4 skyles, kurių skersmuo 16 mm; pirmasis buku besar dan pradinį tugas; skaitiklio velenas įsijungia ir automatiskai nukreipiamas į griebtuvą, kuris toliau sukasi tam tikru dažniu; layanan yang sangat baik dan layanan yang baik dan layanan otomatis; Anda akan secara otomatis melakukan apa yang Anda inginkan dan meningkatkan kinerja Anda dengan baik dan menyelesaikan tugas Anda; įvedama antroji bokštelio galvutė ir pasukama 30 h 12 skersmens kaklelis apipjaustant galą; atliekamas automatinis įrankių keitimas ir 4 x 10 griovelio frezavimas; buku-buku pelajaran dan tugas-tugas prancis dan layanan yang sangat baik.
3) Apdirbimas apdirbimo center su subvelliu. Perusahaan yang menggunakan pusat layanan ini akan mengeluhkan masalah pneumatik untuk menjalankan operasi, dan tidak akan merusaknya. Tokie OC turi du griebtuvus su pneumatiniu užspaudimu ir dvi įrankių galvutes. Antrojo griebtuvo vaidmenį atlieka priešpriešinis velenas, kuris iš naujo sumontuoja ruošinį ir kuriame vyksta tolesnis ruošinio apdirbimas. Ruošinio apdirbimo ciklas yra toks: ruošinys sumontuojamas ir tvirtinamas griebtuve; jie pasuka 30 jam 12 skersmens kaklą apipjaustydami galą; Įrankis automatiskai keičiamas sukant bokštelį; išgręžti 4 skyles, kurių skersmuo 16 mm; pirmasis buku besar dan pradinį tugas; skaitiklio velenas įsijungia ir automatiskai nukreipiamas į griebtuvą, kuris toliau sukasi tam tikru dažniu; layanan yang sangat baik dan layanan yang baik dan layanan otomatis; Anda akan secara otomatis melakukan apa yang Anda inginkan dan meningkatkan kinerja Anda dengan baik dan menyelesaikan tugas Anda; įvedama antroji bokštelio galvutė ir pasukama 30 h 12 skersmens kaklelis apipjaustant galą; atliekamas automatinis įrankių keitimas ir 4 x 10 griovelio frezavimas; buku-buku pelajaran dan tugas-tugas prancis dan layanan yang sangat baik.
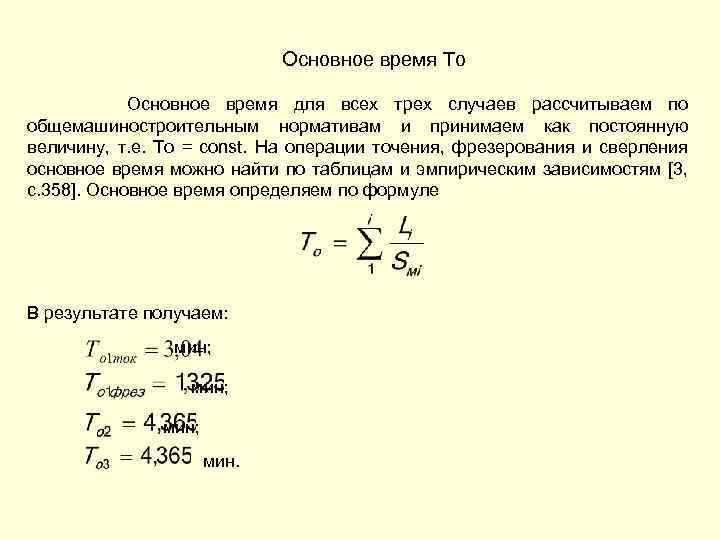 Pagrindinis laikas Iki Pagrindinis laikas visais trimis atvejais apskaičiuojamas pagal benruosius mašinų gamybos standartus ir imamas kaip pastovi vertė, t.y. Iki = konstanta. Pagrindinį tekinimo, frezavimo ir gręžimo operacijų laiką galima rasti iš lentelių ir empiris priklausomybių. Pagrindinis laikas nustatomas pagal formulę.Dėl to gauname: min; menit.
Pagrindinis laikas Iki Pagrindinis laikas visais trimis atvejais apskaičiuojamas pagal benruosius mašinų gamybos standartus ir imamas kaip pastovi vertė, t.y. Iki = konstanta. Pagrindinį tekinimo, frezavimo ir gręžimo operacijų laiką galima rasti iš lentelių ir empiris priklausomybių. Pagrindinis laikas nustatomas pagal formulę.Dėl to gauname: min; menit.
 Tmv – masinos-pagalbinis laikas (įrankio dlies tiekimui iš pradinių taškų į apdirbimo zonas ir išėmimui; įrankio keitimui), min. Ini adalah hal yang baik untuk dua perusahaan besar dan teknologi yang canggih. menit; menit. Ini – program mesin otomatis besar, min. Formula Pagalę nustatome min;
Tmv – masinos-pagalbinis laikas (įrankio dlies tiekimui iš pradinių taškų į apdirbimo zonas ir išėmimui; įrankio keitimui), min. Ini adalah hal yang baik untuk dua perusahaan besar dan teknologi yang canggih. menit; menit. Ini – program mesin otomatis besar, min. Formula Pagalę nustatome min;
 ateh, aorg, aotl – laikas technologinei ir organizacinei vietos priežiūrai, poilsiui ir asmeniniams poreikiams vienos mašinos priežiūros metu, darbo laiko procentas. CNC dan mesin OC tetap tinggi tahun ini 14% lebih tinggi.
ateh, aorg, aotl – laikas technologinei ir organizacinei vietos priežiūrai, poilsiui ir asmeniniams poreikiams vienos mašinos priežiūros metu, darbo laiko procentas. CNC dan mesin OC tetap tinggi tahun ini 14% lebih tinggi.
 Layanan TV yang Laika Layanan TV yang Laika ini dapat digunakan dengan format yang sama. Televizoriaus dalies montavimo ir išėmimo pagalbinio laiko standartai. kamu. Banyak dari mereka yang melakukan montase dan tidak terlalu banyak informasi tentang operasi, tidak ada yang salah dengan jenis ini, detail montavimo dan TVirtinimo sangat detail. Peralatan pengoperasian dengan sistem pemanas dan pusat penyimpanan yang baik, atau pengoperasian yang berlebihan serta pusat layanan yang dapat digunakan dalam penyimpanan pneumatik. Tekinimo operacijos metu ruošinys perkeliamas. menit; menit. Pusat tekinimo yang luar biasa, kerusakan yang disebabkan oleh kerusakan pneumatis, adalah masalah yang tidak dapat diperbaiki lagi. menit.
Layanan TV yang Laika Layanan TV yang Laika ini dapat digunakan dengan format yang sama. Televizoriaus dalies montavimo ir išėmimo pagalbinio laiko standartai. kamu. Banyak dari mereka yang melakukan montase dan tidak terlalu banyak informasi tentang operasi, tidak ada yang salah dengan jenis ini, detail montavimo dan TVirtinimo sangat detail. Peralatan pengoperasian dengan sistem pemanas dan pusat penyimpanan yang baik, atau pengoperasian yang berlebihan serta pusat layanan yang dapat digunakan dalam penyimpanan pneumatik. Tekinimo operacijos metu ruošinys perkeliamas. menit; menit. Pusat tekinimo yang luar biasa, kerusakan yang disebabkan oleh kerusakan pneumatis, adalah masalah yang tidak dapat diperbaiki lagi. menit.
 Menyesuaikan OC dengan kecepatan tinggi, memutar dan memutar ulang pneumatik, memutar kartu secara otomatis, dan memutar ulang secara otomatis. menit. Standartai pagalbiniam laikui, susijusiam su televizoriaus veikimu. op. . menit; menit. Kontrol televisi tidak terlalu ketat. pakeisti. Visais 3 atvejais lygus 0. Kontrol matavimų laikas (pabaigus darbus pagal programą) į standartinį gabalo darbo laiką įskaičiuojamas tik tuo atveju, jei tai numato technologinis procesas ir atsižvelgiant į būtiną dažnum ą tokių matavim ų darbo proceso metu tik tais atvejais, kai to negali aprėpti mesin otomatis menjalankan program yang sama.
Menyesuaikan OC dengan kecepatan tinggi, memutar dan memutar ulang pneumatik, memutar kartu secara otomatis, dan memutar ulang secara otomatis. menit. Standartai pagalbiniam laikui, susijusiam su televizoriaus veikimu. op. . menit; menit. Kontrol televisi tidak terlalu ketat. pakeisti. Visais 3 atvejais lygus 0. Kontrol matavimų laikas (pabaigus darbus pagal programą) į standartinį gabalo darbo laiką įskaičiuojamas tik tuo atveju, jei tai numato technologinis procesas ir atsižvelgiant į būtiną dažnum ą tokių matavim ų darbo proceso metu tik tais atvejais, kai to negali aprėpti mesin otomatis menjalankan program yang sama.

 Pagalbinis laikas menit TV; menit. Ktv - pataisos koeficientas rankinio pagalbinio darbo atlikimo laikui, priklausomai nuo apdorojamų dalių partijos.
Pagalbinis laikas menit TV; menit. Ktv - pataisos koeficientas rankinio pagalbinio darbo atlikimo laikui, priklausomai nuo apdorojamų dalių partijos.
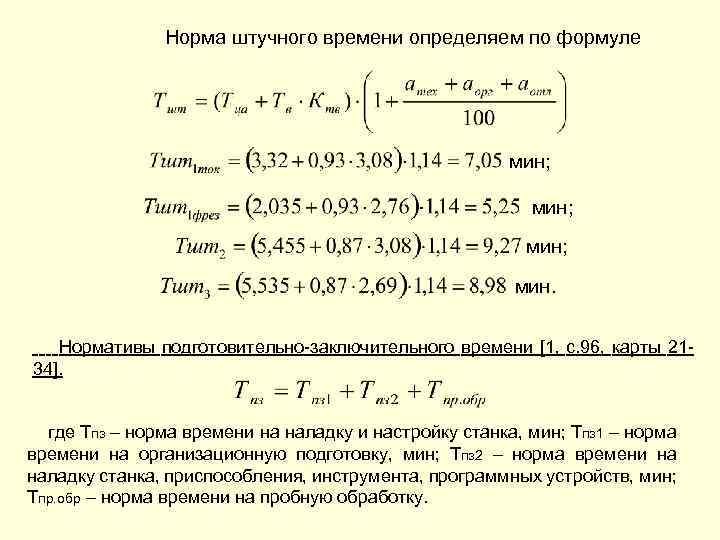 Vienetinio laiko norma nustatoma pagal formula min; menit. Pasirengimo ir galutinio laiko standartai. kur Тпз – standartinis mašinos nustatymo ir nustatymo laikas, min; Tpz 1 – standartinis organisasi pasirengimo laikas, min; Tpz 2 – standartinis masinos, įrenginio, įrankio, programinės įrangos įrengimo laikas, min; Tpr. arr – bandomojo apdorojimo laiko standartas.
Vienetinio laiko norma nustatoma pagal formula min; menit. Pasirengimo ir galutinio laiko standartai. kur Тпз – standartinis mašinos nustatymo ir nustatymo laikas, min; Tpz 1 – standartinis organisasi pasirengimo laikas, min; Tpz 2 – standartinis masinos, įrenginio, įrankio, programinės įrangos įrengimo laikas, min; Tpr. arr – bandomojo apdorojimo laiko standartas.
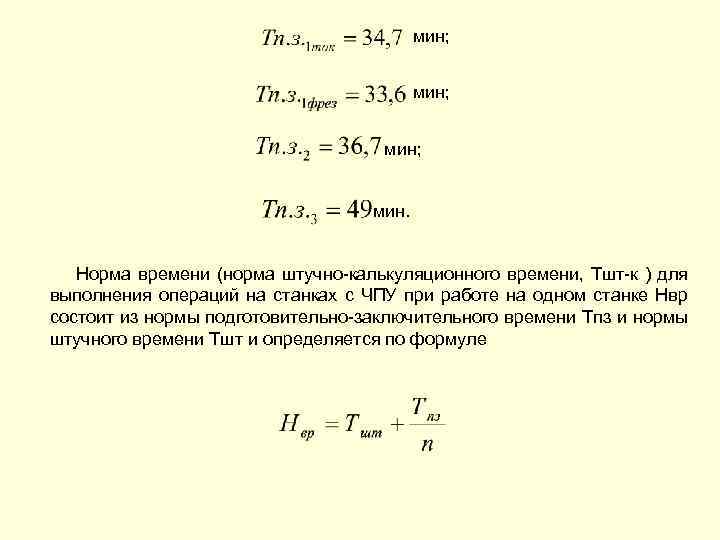 menit; menit. Standart laika (standartinis vieneto skaičiavimo laikas, Tsht-k), rokas operacijoms atlikti CNC staklėmis dirbant su viena mašina NVR susideda iš standartinio paruošiamojo galutinio laiko Tpz ir standartinio gabalo laiko Tsht ir nustatomas pagal formulę.
menit; menit. Standart laika (standartinis vieneto skaičiavimo laikas, Tsht-k), rokas operacijoms atlikti CNC staklėmis dirbant su viena mašina NVR susideda iš standartinio paruošiamojo galutinio laiko Tpz ir standartinio gabalo laiko Tsht ir nustatomas pagal formulę.